Зарядка аккумуляторных батарей Камаз
Зарядка аккумуляторных батарей может производиться при постоянном токе, постоянном напряжении или комбинированным способом.
Способы соединения аккумуляторных батарей при зарядке источника показаны на рис. 129.
При постоянном напряжении U=const сила зарядного тока равна: I3 = I1 + I2 + … + In где n — количество аккумуляторных батарей; I1, I2, … In — сила зарядного тока 1, 2, … n-й аккумуляторной батареи.
При постоянной силе зарядного тока напряжение источника тока должно быть: U3 = U1 + U2 + … + Un.
При зарядке аккумуляторных батарей группами определяются:
- количество аккумуляторных батарей в зарядной группе m:m = Uагр/U3 где Uагр — напряжение зарядного агрегата, В, U3 — напряжение зарядки одной аккумуляторной батареи, В (14,4 В);
- количество зарядных групп nгр: nгр=Iагр/Iак. б., где Iагр — максимальная сила тока, отдаваемая генератором, А; Iак.б — сила зарядного тока аккумуляторной батареи, А (1,75 А);
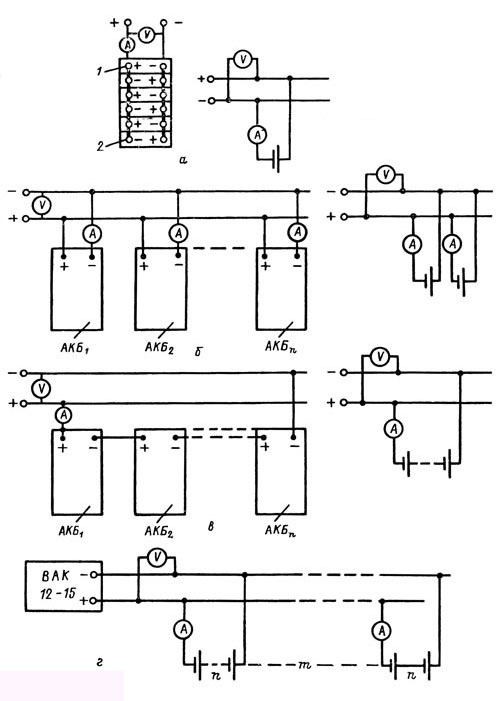
Рис. 129. Способы соединения аккумуляторных батарей при их зарядке:
а — зарядка одной аккумуляторной батареи: 1,2 — клеммы; б — соединение аккумуляторных батарей при постоянном напряжении; в — соединение аккумуляторных батарей при постоянном зарядном токе; г — соединение аккумуляторных батарей при зарядке группами; А — амперметр; V — вольтметр; АКБ, …. АКБn — аккумуляторные батареи; ВАК-12-15 — зарядный агрегат; n — количество аккумуляторных батарей в группе; т — количество групп
количество одновременно заряжаемых аккумуляторных батарей N: N=mn.
Аккумуляторные батареи заряжаются от источника постоянного тока. Положительный вывод аккумуляторной батареи подсоединяется к положительному полюсу источника тока, а отрицательный — к отрицательному. Зарядный ток устанавливается и поддерживается на одном уровне реостатом. Величина зарядного тока составляет 1/10 емкости аккумуляторной батареи. При емкости аккумуляторной батареи 170 А*ч величина зарядного тока устанавливается 17 А. Прохождение электрического тока в зарядной цепи контролируется амперметром.
Во время зарядки плотность электролита в аккумуляторах постепенно повышается и только к концу зарядки принимает постоянное значение. Зарядка аккумуляторной батареи продолжается до тех пор, пока плотность электролита и напряжение на выводах каждого аккумулятора не будет постоянными в течение 2—3 ч при одновременном обильном газовыделении во всех аккумуляторах.
Температура электролита во время зарядки возрастает, поэтому ее необходимо контролировать. Если температура электролита превышает 45 °С, то величина зарядного тока уменьшается наполовину или зарядка вообще прекращается до охлаждения электролита до температуры ниже 30 °С.
Плотность электролита и напряжение на аккумуляторах измеряются в начале зарядки через 2—3 ч, а в конце зарядки — через каждый час.
Во время зарядки уровень электролита в аккумуляторах поддерживается доливкой дистиллированной воды.
В конце зарядки плотность электролита, приведенная к 15 °С, должна соответствовать (в зависимости от климатического района эксплуатации) значениям, указанным в табл. 51. Если плотность электролита в конце зарядки аккумуляторной батареи отличается от нормы, то при повышенной плотности в банки аккумуляторов доливается дистиллированная вода, а при пониженной — раствор серной кислоты должен иметь плотность 1,40 г/см3. Перед доливкой часть электролита из аккумулятора отбирается резиновой грушей. У отремонтированной аккумуляторной батареи напряжение каждого аккумулятора, измеренное нагрузочной вилкой Э-107 с включенным сопротивлением в течение 5 с, должно быть не менее 1,78 В.
Ремонтное предприятие гарантирует срок работы аккумуляторных батарей после ремонта для аккумуляторов с сепараторами из мипласта или мипора 12 мес при наработке автомобиля не более 25 тыс. км, а для аккумуляторов с двойными сепараторами (со стекловойлоком) — 16 мес при наработке автомобиля до 40 тыс. км.
51. Плотность электролита для эксплуатации аккумуляторных батарей в различных климатических районах
|
Климатический район |
Температурный диапазон, °С |
Плотность электролита при 15 °С, г/см3 |
||
|
Полностью заряженная батарея |
Разряженная батарея |
|||
|
на 25 % |
на 50 % |
|||
|
Северный |
—60…+40 |
1,29 |
1,25 |
1,21 |
|
Центральный |
—20…+30 |
1,27 |
1,23 |
1,19 |
|
Южный |
10…30 |
1,25 |
1,21 |
1,17 |
|
Тропики |
30…50 |
1,23 |
1,19 |
1,15 |
Неисправности аккумуляторных батарей Камаз и способы их устранения
Во время эксплуатации и хранения аккумуляторных батарей могут возникнуть следующие неисправности: трещины в заливочной мастике и ее отслоение, повреждение и износ клеммных выводов и перемычек, сульфатация пластин, повышенный саморазряд, появление недозаряженных аккумуляторов, короткое замыкание внутри аккумуляторов, нарушение электрической цепи аккумуляторной батареи, трещины в моноблоках, баках и крышках аккумуляторов.
Трещины в заливной мастике и отслоение ее от крышек аккумуляторов и стенок моноблока образуются при длительной эксплуатации аккумуляторной батареи в результате естественного старения мастики, нарушения правил хранения батарей при отрицательных температурах воздуха, случайных ударах.
Небольшие трещины в мастике устраняют с помощью электрического паяльника со специальными насадками. Открытым пламенем при этом пользоваться категорически воспрещается.
Если в мастике имеются глубокие трещины или отслоения от стенок моноблока, то старая мастика удаляется и поверхность батарей заливается новой расплавленной мастикой. Мастика расплавляется в мастиковарке на электрической плите. Температура расплавленной мастики БР-20 и БРТ-1 должна быть 220…230 °С.
Заливку батарей мастикой производят вручную с помощью специального ковша с оттянутым носиком. Перед заливкой мастики поверхность батареи очищается от электролита с помощью ветоши, смоченной в растворе кальцинированной соды, и протирается насухо. После заливки поверхность, залитая мастикой, выравнивается нагретым паяльником с насадкой, излишки удаляются ножом.
Изношенные или поврежденные конусные полюсные выводы наплавляются с помощью угольного электрода с использованием шаблонов. В качестве источника тока может быть использована батарея напряжением 12 В или понижающий трансформатор с выходным напряжением 12 В. Один провод от батареи присоединяется к шаблону, другой — к угольному электроду.
Полюсные выводы и перемычки могут отливаться в специальных формах. Материалом для отливки служат свинцовые детали непригодных аккумуляторных батарей. Аккумуляторные батареи с глубокосульфатированными пластинами не ремонтируют.
Недозаряженные аккумуляторы следует заряжать отдельно. Зарядка производится в течение 3—4 ч тем же током и по тем же правилам, что и зарядка батареи.
При коротком замыкании и нарушении электрической связи одной или нескольких банок аккумуляторной батареи производится разборка неисправного аккумулятора для устранения неисправностей.
Подготовка аккумуляторной батареи к разборке заключена в очистке, наружном осмотре, разрядке и сливе электролита. Разряжают батарею силой тока равной 1/10 ее емкости до напряжения 1,7—1,75 В на каждом аккумуляторе. Аккумуляторная батарея должна быть разряжена потому, что под действием кислорода воздуха активная масса отрицательно заряженных пластин разрушается.
Подготовка аккумуляторных батарей Камаз к работе
После сборки аккумуляторные батареи подготавливаются к работе. Подготовка аккумуляторных батарей к работе после ремонта заключается в приготовлении электролита, заправке его в батареи аккумулятора и зарядке.
Электролит требуемой плотности для эксплуатации автомобилей в различных районах с разным температурным диапазоном приготавливается непосредственно из кислоты плотностью 1,83— 1,84 г/см3. Плотность электролита в аккумуляторных батареях в зависимости от района их эксплуатации приведена в табл. 51. Учитывая сильный разогрев раствора (до 80 °С и выше), более удобно готовить электролит требуемой плотности из заранее приготовленного раствора серной кислоты плотностью 1,40 г/см3 при 15 °С. Количество воды, кислоты плотностью 1,83 г/см3 или ее раствора плотностью 1,40 г/см3, необходимое для приготовления 1 л электролита, приведено в табл. 52.
51. Плотность электролита для эксплуатации аккумуляторных батарей в различных климатических районах
|
Климатический район |
Температурный диапазон, °С |
Плотность электролита при 15 °С, г/см3 |
||
|
Полностью заряженная батарея |
Разряженная батарея |
|||
|
на 25 % |
на 50 % |
|||
|
Северный |
—60…+40 |
1,29 |
1,25 |
1,21 |
|
Центральный |
—20…+30 |
1,27 |
1,23 |
1,19 |
|
Южный |
10…30 |
1,25 |
1,21 |
1,17 |
|
Тропики |
30…50 |
1,23 |
1,19 |
1,15 |
52. Количество воды и раствора серной кислоты при 15 °С, необходимое для приготовления 1 л электролита, л
|
Плотность электролита, г/см3, которую необходимо получить при 15 °С |
Раствор кислоты плотностью |
|||
|
1,40 г/см3 |
1,83 г/см3 |
|||
|
Вода |
Раствор |
Вода |
Раствор |
|
|
1,210 |
0,522 |
0,493 |
0,834 |
0,204 |
|
1,230 |
0,467 |
0,542 |
0,811 |
0,228 |
|
1,250 |
0,418 |
0,596 |
0,796 |
0,248 |
|
1,270 |
0,364 |
0,647 |
0,778 |
0,269 |
|
1,290 |
0,313 |
0,698 |
0,759 |
0,290 |
|
1,310 |
0,256 |
0,753 |
0,736 |
0,314 |
Плотность электролита проверяется кислотомером, как показано на рис. 126. Резиновая груша кислотомера сжимается, его наконечник опускается в заливное отверстие аккумулятора. При разжимании во внутреннюю полость стеклянного цилиндра набирается необходимое количество электролита, до всплытия ареометра, и по делениям на его трубке определяется плотность электролита.
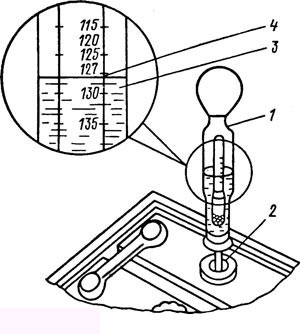
Рис. 126. Проверка плотности электролита в аккумуляторной батарее:
1 — стеклянный цилиндр для забора электролита; 2 — заливная горловина крышки аккумулятора; 3 — электролит; 4 — показания плотности электролита на стержне поплавка ареометра
Плотность электролита зависит от температуры, поэтому перед измерением плотности следует предварительно измерить его температуру. Для того чтобы получить сопоставимые результаты во всех расчетах, плотность электролита принято приводить к температуре 15 °С. Поправка при определении плотности электролита в зависимости от его температуры приведены ниже:
Температура электролита, заливаемого в аккумуляторы, должна быть не выше 25 °С в условиях умеренного климата и не выше 30 °С в районах с жарким климатом. При более высокой температуре батарее следует дать остыть.
Порядок заливки электролита следующий; выворачиваются пробки из заливных горловин и электролит заливается до тех пор, пока поверхность его не коснется нижнего торца тубуса заливной горловины.
Не ранее чем через 20 мин и не позднее чем через 2 ч после заливки электролита проверяются его плотность и уровень.
|
Температура электролита, °С |
—45 |
—30 |
— 15 |
0 |
15 |
30 |
45 |
60 |
|
Поправка к показаниям ареометра |
—0,04 |
—0,03 |
—0,02 |
—0,01 |
0 |
+0,01 |
+0,02 |
+0,03 |
Уровень электролита проверяется, как показано на рис. 127.
Электролит должен касаться нижнего торца тубуса заливной горловины. Уровень электролита можно проверить с помощью стеклянной трубки диаметром 5—6 мм. Для этого надо опустить трубку в заливную горловину аккумулятора до упора в предохранительную сетку, закрыть верхний конец трубки большим пальцем, затем вынуть ее и определить высоту столбика электролита в трубке.
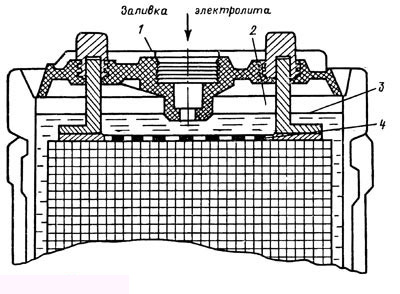
Рис. 127. Проверка уровня электролита в аккумуляторе:
1 — крышка аккумулятора; 2 — воздушное пространство под крышкой; 3 — уровень электролита, 4 — верхний край пластин (предохранительная сетка)
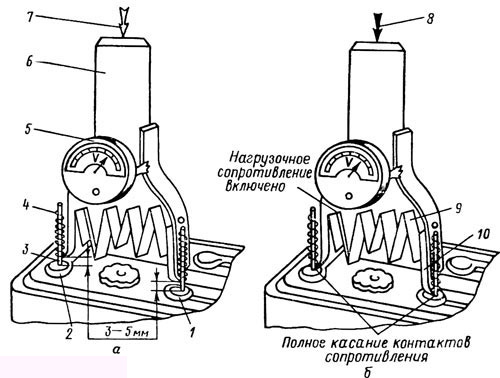
Рис. 128. Определение напряжения аккумулятора нагрузочной вилкой:
а — установка нагрузочной вилки на штыри аккумулятора (нагрузочное сопротивление не включено); б — проверка напряжения аккумулятора под нагрузкой; 1 — положительный штырь аккумулятора; 2 — отрицательный штырь аккумулятора; 3 — контакт цепи вольтметра; 4 — пружина; 5 — вольтметр; 6 — нагрузочная вилка; 7 — направление установки нагрузочной вилки; 8 — направление действия силы руки при сжатии пружин для включения нагрузочного сопротивления; 9 — нагрузочное сопротивление; 10 — контакт нагрузочного сопротивления со штырем аккумулятора
Уровень электролита должен быть на 10—15 мм выше предохранительной сетки.
Если уровень окажется ниже, необходимо довести его до нормы доливкой дистиллированной воды при помощи резиновой груши.
Плотность электролита между банками в аккумуляторах батареи не должна отличаться более чем на 0,02 г/см3. При необходимости плотность электролита выравнивают доливкой электролита плотностью 1,4 г/см3 или дистиллированной водой.
Состояние аккумуляторной батареи можно проверить по напряжению аккумуляторов под нагрузкой. Для этого необходимо установить нагрузочную вилку на штыри аккумулятора, как показано на рис. 128, а. После этого нажать на рукоятку нагрузочной вилки, как показано на рис. 128, б, удерживая ее в прижатом состоянии. Напряжение определить по вольтметру. Так же определяется напряжение и на остальных аккумуляторах. Во всех аккумуляторах напряжение должно быть не ниже 1,7 В.
Разница в показаниях вольтметра под нагрузкой в каждом аккумуляторе допускается не более 0,1 В.
Степень разряженности аккумуляторной батареи в зависимости от нагрузки показана ниже:
|
Напряжение одного аккумулятора, В |
1,7-1,8 |
1.6-1,7 |
1,5—1,6 |
1,4-1,5 |
1,3-1,4 |
|
Степень разряженности, % |
0 |
25 |
50 |
75 |
100 |
Разборка аккумуляторных батарей Камаз
Разборка аккумуляторной батареи или отдельных неисправных аккумуляторов производится в следующей последовательности:
- отсоединяются от выводных штырей межэлементные соединения при помощи трубчатых сверл, которыми высверливают кольцевую канавку;
- нагретой лопаткой удаляется мастика после предварительного нагрева ее под нагревательным колпаком;
- снимаются крышки аккумуляторных батарей при помощи съемников;
- удаляются блоки пластин из баков при помощи захватов; блоки разъединяются на полублоки и промываются в проточной воде;
- промываются пластмассовые сепараторы при отсутствии в них повреждений;
- промываются банки аккумуляторных батарей и проверяется их целостность.
После дефектации деталей аккумуляторной батареи негодные пластины заменяются новыми.
Баретки, межэлементные соединения и выводные штыри изготовлены из свинца. При разборке аккумуляторной батареи они повреждаются, поэтому их изготавливают заново отливкой в формы.
После замены или изготовления детали поступают на комплектовку и сборку аккумуляторных батарей.
Сборка аккумуляторных батарей Камаз
Технический процесс сборки аккумуляторных батарей включает в себя следующие операции:
- сборку пластин в полублоки — раздельно собираются отрицательные и положительные пластины; для этого пластины устанавливаются в приспособление; на ушки пластин надеваются баретки и заливаются свинцом, как показано на рис. 124. В отрицательных полублоках количество пластин на одну больше, чем в положительных полублоках;
- сборку блоков из полублоков; полублоки собирают таким образом, чтобы каждая положительная пластина была расположена между двумя отрицательными.

Рис. 124. Сборка пластин аккумулятора в полублоки с помощью приспособления:
1 — пластины положительного или отрицательного полублока; 2 — полублок; 3 — клеммы, соединяющие паяльник с аккумуляторной батареей; 4 — электропаяльник; 5 — свинцовая присадочная проволока; 6 — гребенка приспособления для установки ушек пластин; 7 — приспособление для сборки полублоков
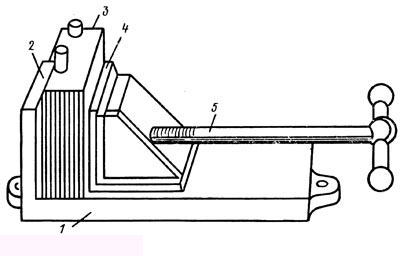
Рис. 125. Приспособление для обжатия блоков пластин аккумулятора:
1 — основание приспособления; 2 — неподвижный упор; 3 — блок пластин аккумулятора; 4 — подвижный упор; 5 — стяжной винт
От середины блока между пластинами вставляются сепараторы таким образом, чтобы ребра были обращены к положительным пластинам.
Блоки пластин обжимаются в приспособлении, как показано на рис. 125, и устанавливаются в банки.
Каждый аккумулятор закрывается крышкой. Между крышкой и стенкой банки укладывается асбестовый шнур, который предохраняет попадание расплавленной мастики вовнутрь банки при ее заливке. Электрическая цепь проверяется вольтметром на отсутствие короткого замыкания между пластинами.
Пространство между крышками и банкой аккумуляторов заливается мастикой, представляющей собой смесь 75 % нефтяного битума № 5 и 25 % авиационного или машинного масла. Температура нагрева битума 170…180°С.
На штыри, соединяющие аккумуляторы, надеваются и привариваются межэлементные соединения. Выводные зажимы батареи наплавляются расплавленным свинцом при помощи шаблона. Соотношение малого и большого диаметров конусов зажима должно соответствовать 1:9.
Размер малого диаметра выводного положительного зажима должен быть 17,25—17,75 мм, а отрицательного — 15,75—16,25 мм.
Техника безопасности при приготовлении электролита и зарядке аккумуляторных батарей
При обращении с серной кислотой, приготовлении электролита и заливке его в аккумуляторные батареи необходимо строжайше соблюдать следующие правила техники безопасности:
- для предохранения от ожогов кожи, глаз и отравлений необходимо надевать кислотостойкий костюм, защитные очки, резиновые перчатки и сапоги, фартук из кислотостойкого материала;
- хранить кислоту в стеклянных бутылях с притертыми пробками или в полиэтиленовых бутылях (канистрах) с плотно закрывающимися крышками. Бутылки с кислотой должны иметь мягкую оплетку или находиться в плетеных корзинах;
- переносить бутыли с кислотой в корзинах с ручками только двум человекам;
- для переливания кислоты из бутылей необходимо пользоваться кислотостойким насосом или опрокидывателем;
- приготавливать электролит необходимо только в кислотостойкой посуде (эбонитовой, керамической); пользование стеклянной посудой при этом категорически запрещается, так как стекло может лопнуть от неравномерного нагрева и высокой температуры, возникающих в процессе происходящей химической реакции при приготовлении электролита;
- при приготовлении электролита обязательно вливать кислоту в воду тонкой струей при непрерывном помешивании раствора эбонитовой палочкой; кислота имеет плотность в два раза большую, чем вода, и если вливать воду в кислоту, то вода растекается по поверхности кислоты, вступая в реакцию, быстро нагревается, а образующиеся пары электролита разбрызгивают кислоту.
Если электролит попадает на кожу или одежду человека, то его необходимо нейтрализовать 10 %-м раствором нашатырного спирта или кальцинированной соды, затем это место промыть проточной водой. Брызги кислоты или электролита, попавшие в глаза, необходимо немедленно нейтрализовать промыванием 5 %-м раствором двууглекислой (питьевой) содой и отправить пострадавшего к врачу.
Помещение для зарядки аккумуляторных батарей должно быть оборудовано приточно-вытяжной вентиляцией, обеспечивающей 6—8-кратный обмен воздуха в час. На дверях помещения для зарядки аккумуляторных батарей должны быть таблички с надписью «Аккумуляторная», «Огнеопасно», «Курение запрещено».
Аккумуляторные батареи перед зарядкой должны соединяться с зарядным устройством плотно прилегающими зажимами или наконечниками, обеспечивающими надежный электрический контакт, чтобы исключить появления электрических искр.
Подсоединять и отсоединять аккумуляторные батареи во время их зарядки запрещается во избежание искрения и возникновения взрыва. Подключение производить только после выключения зарядного устройства.
Заряжать аккумуляторные батареи необходимо в шкафах, оборудованных вытяжной вентиляцией. Во время зарядки нельзя низко наклоняться к батареям во избежание ожогов лица и глаз брызгами электролита.
Техническая характеристика аккумуляторных батарей Камаз
На автомобилях КамАЗ устанавливаются две последовательно соединенные свинцовокислые стартерные аккумуляторные батареи 6СТ-190ТР или 6СТ-190ТМ.
Техническая характеристика блока питания системы электроснабжения автомобилей КамАЗ представлена ниже:
- номинальное напряжение аккумуляторной батареи 12 В;
- номинальная емкость ее при температуре электролита (25±2) °С в 20-часовом режиме разряда силой тока 9,5 А — 190 А*ч, в 10-часовом режиме разряда силой тока 17 А—170 А*ч;
- масса аккумуляторной батареи без электролита 5,2 кг, с электролитом — 7,1 кг;
- габаритные размеры аккумуляторной батареи 587Х238Х238 мм.
На площадке межэлементного соединения между третьим и четвертым аккумуляторами указываются тип аккумуляторной батареи, год и месяц выпуска ее, номер технических условий, которым она соответствует, и товарный знак завода-изготовителя.
При соблюдении правил эксплуатации и обслуживания гарантийные сроки аккумуляторных батарей составляют 18 мес с момента ввода их в эксплуатацию при пробеге не более 60 тыс. км. В период гарантийного срока на вышедшие из строя аккумуляторные батареи составляется акт-рекламация.
Аккумуляторы собраны из блоков отрицательных пластин толщиной 1,9 мм и положительных пластин толщиной 2,3 мм. Пластины изготовлены размером 135,5X143,0 мм. Для предохранения от короткого замыкания между пластинами установлены сепараторы (изоляторы). Сепараторы батарей 6СТ-190ТР изготовлены из мипоры, а батарей 6СТ-190ТМ — из мипласта. Шесть блоков пластин помещаются в термопластовый моноблок.

