Рама может иметь следующие дефекты: погнутость продольных балок и поперечин, повреждение кронштейнов, ослабление посадки заклепок в отверстиях, износ отверстий заклепок, трещины, проходящие через заклепочные отверстия и в сплошном металле. Плотность заклепочных соединений проверяется обстукиванием головок заклепок молотком. Если заклепки утратили прессовые посадки, они перемещаются в отверстиях.
При невозможности устранить дефект рама бракуется.
Погнутость продольных балок определяется по кривизне верхней полки. Она должна быть не более 2 мм на длине 1000 м и 5 мм на всей длине балки. Погнутость балок и поперечин устраняется правкой без нагрева на прессе с помощью специального приспособления. Поврежденные кронштейны рамы заменяются.
Трещины в продольных балках и поперечинах по концам засверливаются сверлом диаметром 5 мм, разделываются и завариваются. Сварка производится электродами ОЗЧ-6 или УОНИ 13/55 диаметром 4 мм постоянным током силой 200 А. Сварочный шов и поверхность на расстоянии 3—4 мм по обе стороны от него для увеличения предела выносливости соединения упрочняются наклепом. Наклеп ведется пневматическим молотком с силой удара 50 Н*м.
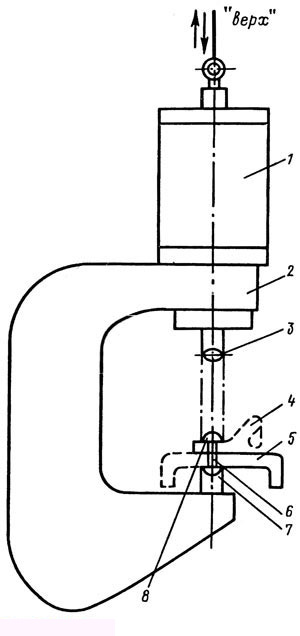
Рис. 101. Схема машинной клепки рамы:
1 — силовой цилиндр механической клепки, 2 — скоба удержания нижней пяты; 3 — ударник; 4 — кронштейн рамы автомобиля; 5 — швеллер рамы; 6 — заклепка; 7 — пята ударника; 8 — головка заклепки
Заклепки, потерявшие прессовую посадку, срубаются или высверливаются и вместо них устанавливаются новые. Новые заклепки расклепываются с предварительным подогревом или без него. Машинная клепка производится без подогрева гидравлическими клепальными установками МАЗ 62/350. Производительность такой клепки очень высокая. Схема машинной клепки рамы представлена на рис. 101.
Ремонт тягово-сцепного устройства автомобиля КамАЗ-5320 заключается в его разборке, замене изношенных деталей и его сборке. Усадка резинового буфера устанавливается постановкой дополнительных кольцевых прокладок между ним и фланцами. При износе зева крюка до размера более 55 мм крюк заменяется. Нельзя использовать гайку крюка для регулирования осевого хода буксирного крюка. Завинчивание и отвинчивание гайки приводит к увеличению его осевого хода.
При сборке тягово-сцепного устройства гайка крюка заворачивается до упора, прорези в гайке совмещаются с отверстием в хвостовом буксирном крюке, в отверстия устанавливается шплинт.

