Контроль и сортировка деталей — Камаз
Контроль и сортировка деталей производятся в процессе выполнения дефектовочных работ. На дефектацию детали поступают в специальных ящиках (сортовиках) или корзинах. Дефектовочные работы выполняются на основе типовой инструкции по их организации в дефектовочных отделениях, расположенных вблизи от участков производства разборочно-сборочных работ или на специально выделенных для этой цели производственных участках. Дефектации (т. е. обнаружению неисправностей) подвергаются все очищенные и обезжиренные детали агрегатов, проходящих капитальный ремонт, кроме тех деталей, которые по техническим условиям подвергаются обязательной замене. Дефекты головок блоков и блоков двигателей водяных масляных насосов, топливной аппаратуры выявляются непосредственно на рабочих местах их ремонта.
Для выявления дефектов поверхности в деталях выбираются способы, инструмент и приспособления, соответствующие характеру деформации, износов и форме контролируемой поверхности.
Отделения дефектации деталей оснащаются стендами и стеллажами-параллелями для контроля крупных деталей, дефектоскопами для обнаружения трещин, столами с ячейками и комплектом контрольного инструмента, который делится на три группы:
- к первой группе относится инструмент для визуального выявления дефектов (лупы);
- ко второй группе относится жесткий мерительный инструмент для проверки размеров деталей, показанный на рис. 12 — скобы, калибры, шаблоны, пробки;
- к третьей группе относится универсальный мерительный инструмент, показанный на рис. 13 — индикаторы, микрометры, нутромеры, штангенциркули, наборы щупов, призмы, плиты поверочные, линейки измерительные и поверочные
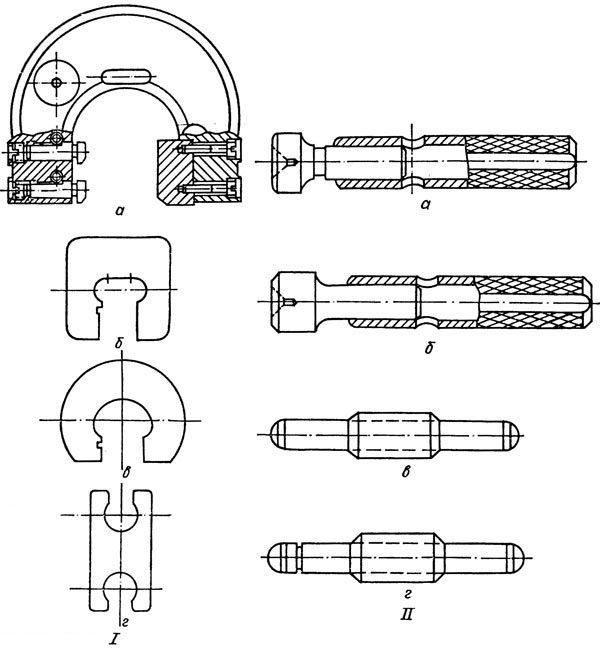
Рис. 12. Жесткий мерительный инструмент:
I — калибры для валов: а — скобы регулируемые односторонние с пределами измерений до 330 мм; б — скобы листовые односторонние для измерения цилиндрических поверхностей с пределами измерений 1—70 мм; в — скобы листовые односторонние для измерения цилиндрических поверхностей с пределами измерений 1—180 мм; г — скобы листовые двухсторонние для измерения цилиндрических поверхностей с пределами измерений 1—50 мм; II — калибры для отверстий: а — пробки со вставками проходные с пределами измерений от 1 до 50 мм; б — пробки со вставками непроходные с пределами измерений от 1 до 50 мм; в — нутромеры сферические проходные для контроля отверстий с пределами измерений 75—100 мм; г — нутромеры сферические непроходные для контроля отверстий с пределами измерений 75—100 мм
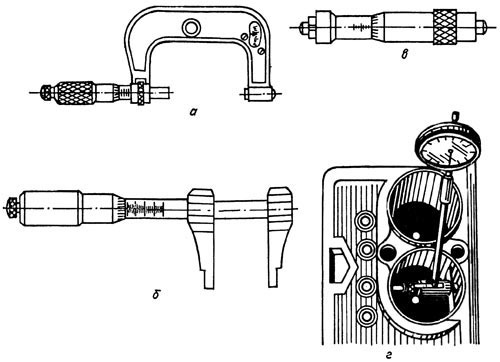
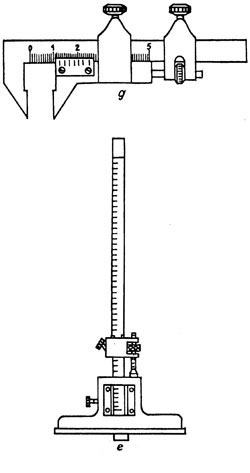
Рис. 13. Универсальный мерительный инструмент:
а — микрометры для наружных измерений поверхностей деталей с погрешностью 0,01 мм и для точных микрометров — 0,008 мм; б — микрометры для внутренних измерений отверстий; в — нутромеры микрометрические; г — индикаторы-нутромеры со сменными наконечниками для измерения диаметров глубоких отверстий; д — штангенциркуль для измерения наружных и внутренних поверхностей деталей; е — штангенглубиномер для измерения высот и глубин в деталях
К специальным приборам и стендам для выявления скрытых дефектов относятся приборы для проверки упругости пружин, стенды для гидравлических испытаний, электромагнитный и люминесцентные дефектоскопы.
Особое внимание уделяется контролю деталей, от технического состояния которых зависит безопасность движения. Наличие изломов, трещин, надломов, забоин и других дефектов, которые могут быть обнаружены невооруженным глазом и с помощью лупы, проверяются при наружном осмотре.
При контроле деталей измерительным инструментом и с помощью приборов проверяется соответствие геометрической формы и размеров деталей требованиям технических условий. Дефектация деталей производится по предельным и допустимым показателям.
Износ рабочих поверхностей цилиндрических деталей определяется универсальным мерительным инструментом, пневматическими микроэлементами, индикаторными скобами, предельными калибрами и шаблонами.
Износы фасонных рабочих поверхностей (резьбы, зубьев, шестерен, кулачков) и деформации в деталях определяются калибрами, шаблонами, индикаторными и другими механическими приспособлениями.
Скрытые дефекты выявляются гидравлическим, электромагнитным методом (магнитной порошковой дефектоскопией), ультразвуковым и люминесцентным методом.
Гидравлический метод испытания производится опрессовкой деталей и сборочных единиц под давлением воды 0,3—0,4 МПа с выдержкой в течение 5 мин. Применяется он для выявления трещин в блоках и головках блока цилиндров в выпускных и впускных коллекторах. При этом используются универсальные и специализированные стенды.
Электромагнитный метод основан на создании магнитного поля в детали, изготовленной из металла. При прохождении электрического тока по обмоткам катушки деталь намагничивается. Намагниченная деталь обливается маслом, смешанным с железным порошком. Группировка магнитного порошка показывает на наличие, форму и месторасположение мелких трещин в детали.
Для выявления скрытых дефектов в деталях применяются следующие способы их намагничивания: полюсные (продольное, полюсное) с помощью электромагнита или соленоида; циркулярное — путем пропускания тока через деталь или проводник, расположенный внутри детали; тороидное, осуществляемое путем намотки проводника вокруг стенки полой детали.
Способ намагничивания деталей, показанный на рис. 14, выбирается исходя из вероятного направления расположения дефекта (трещины) и формы детали. Намагничивание в соленоиде применяется для выявления поперечных трещин. Циркулярное намагничивание позволяет выявлять трещины, расположенные вдоль направления движения тока.
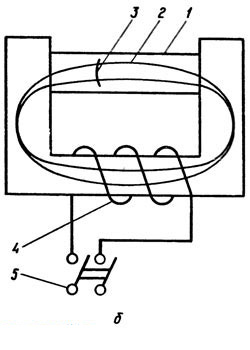
Рис. 14. Электромагнитный способ обнаружения скрытых дефектов в деталях с помощью магнитного дефектоскопа:
а — продольное намагничивание детали в соленоиде; б — полюсное продольное намагничивание детали; в — поперечное намагничивание детали; 1 — деталь; 2 — магнитные силовые линии; 3 — скрытый дефект детали; 4 — витки кабеля; 5 — ильник включения электрического тока
Для создания магнитного поля применяется постоянный и переменный ток. Для питания обмоток соленоидов и электромагнитов может применяться ток напряжением 127 и 220 В, для циркулярного намагничивания — 6 или 12 В большой силы — 3000—6000 А.
В качестве суспензии применяется магнитный порошок в количестве 50 г на литр жидкости, состоящей из 40—50 % трансформаторного масла и 50—60 % керосина. Вязкость жидкости должна быть 15—20 см2/с.
После контроля детали размагничиваются. Для этого они помещаются в переменное магнитное поле, напряжение которого постепенно уменьшается реостатом (постепенным снижением силы тока) или медленным удалением детали от магнитного поля.
Для выявления дефектов электромагнитным методом используются дефектоскопы УМД-9000.
Ультразвуковой метод контроля основан на способности ультразвуковых колебаний распространяться в металле на большие расстояния в виде направленных пучков и отражаться от дефектного участка детали. Ультразвуковые колебания отражаются из-за резкого изменения плотности металла.
Люминесцентный способ выявления дефектов применяется для обнаружения трещин в деталях, изготовленных, из неметаллических материалов (например, пластмасс, капрона и др.) Люминесцентный способ основан на способности некоторых веществ поглощать световую энергию, а затем отдавать ее в виде светового излучения.
Используется этот способ следующим образом. Деталь обливается жидкостью, содержащей люминесцирующие вещества; жидкость проникает в имеющиеся трещины, после этого поверхность детали протирается насухо ветошью. Деталь помещается на стол люминесцентного дефектоскопа в зону света газоразрядной лампы, обеспечивающей получение ультрафиолетовых излучений 380—300 мкм. Жидкость, попавшая в трещины, под действием ультрафиолетовых лучей светится в результате эффекта флюоресценции.
Таким образом, визуально, по наличию линий свечения жидкости на поверхности детали, обнаруживаются трещины и другие дефекты в деталях.
Продефектованные детали маркируются краской: годные — белой или голубой; подлежащие восстановлению — желтой или зеленой; негодные — красной. Ответственные детали подвергаются клеймению. Допускается нанесение знаков, указывающих маршрут восстановления деталей.
После контроля детали небольшой массы передаются: годные — в комплектовочные кладовые; требующие восстановления — на склад деталей, ожидающих ремонта; негодные — на склад металлолома. Крупные детали и сборочные единицы, блоки цилиндров, головки блоков после контроля и сортировки направляются: годные — на места сборки; требующие восстановления — на соответствующие участки; негодные — в металлолом под строгим контролем во избежание случаев попадания их на сборочные посты сопряжений и агрегатов.
При передаче проверенных деталей в кладовые производится учет наиболее важных из них. Отдельно учитываются подшипники качения, шестерни, контрольные приборы.
В зависимости от технического состояния все детали при капитальном ремонте двигателей и агрегатов делятся на три качественные группы: годных деталей, негодных деталей и деталей, требующих восстановления.
Годные без восстановления детали оцениваются коэффициентом годности Кг, который определяется по формуле
где Дг — количество годных деталей после разборки машины, шт.; Дсм — количество негодных, подлежащих замене деталей, шт.; Дв — количество деталей, подлежащих восстановлению, шт.
Негодные детали, которые заменяются на новые, оцениваются коэффициентом сменности Ксм. Он определяется по формуле
Требующие восстановления детали оцениваются коэффициентом восстановления Кв. Коэффициент восстановления определяется по формуле
Сумма всех коэффициентов составляет формулу Кв+Кг+Ксм = 1. Из этой формулы видно, что чем больше значение коэффициента Кв (характеризующего количество деталей в агрегате, требующих восстановления), тем меньше будет значение Ксм и наоборот.
Операции дефектации выполняются высококвалифицированными контролерами-дефектовщиками, которые подчиняются начальнику ОТК. Рабочие места дефектовщиков специализируются, как правило, по однотипным деталям и узлам.
От правильной организации дефектовочных работ зависит эффективность технологического процесса ремонта двигателей и агрегатов. Вопрос о возможности восстановления той или иной детали, определение ее в группу годных или негодных решается в процессе дефектации. При дефектации деталей информация собирается о количественном соотношении годных, негодных и требующих восстановления деталей, которая в дальнейшем используется при планировании всех других видов ремонтных работ. На основе данных о количестве негодных деталей устанавливается потребность в запасных частях и количестве деталей, которое необходимо изготовить, а на основе данных о деталях, нуждающихся в восстановлении, составляется план работы для соответствующих участков цеха по восстановлению и изготовлению деталей.
Мойка и обезжиривание деталей — Камаз
Мойка — это очистка поверхностей водными растворами. Под очисткой понимается отделение загрязнений и жировой пленки от поверхности детали.
Вещества, водные растворы которых обладают моющей способностью, т. е. способностью удалять загрязнения с поверхностей, принято называть моющими средствами.
Среди загрязнений, подлежащих удалению с металлических поверхностей деталей машин, наиболее распространенными являются маслянистые и жировые; углеродистые отложения, к которым относятся нагар, лаки, осадки, пленки старых лакокрасочных покрытий, накипь, дорожная грязь.
Эффективность удаления загрязнений, выбор моющих средств и способов очистки поверхностей определяются многими факторами: организационными, технологическими, экономическими, а также эксплуатационными и конструктивными особенностями деталей.
Удаление загрязнений можно осуществлять механическими, физико-химическими, термохимическими методами или их сочетанием.
Качественное проведение всех подготовительных моечно-очистных операций возможно при многостадийной мойке, заключающейся в последовательной мойке двигателей (агрегатов), узлов и деталей и специальной очистке отдельных деталей.
В настоящее время для мойки деталей применяются синтетические моющие средства (CMC). Для моющих препаратов МЛ-51
3. Состав щелочных синтетических моющих средств (CMC) и режимы использования и «Лабомид-101» применяются струйные установки, для МЛ-52 и «Лабомид-203» — ванны и установки очистки погружением.
|
Состав препарата и режим использования |
Моющий препарат |
|||
|
МЛ-51 |
« Лабомид-101» |
МЛ-52 |
«Лабомид-203» |
|
|
Состав, % от общей массы: |
||||
|
сода кальцинированная |
44 |
50 |
50 |
50 |
|
тринатрий и триполифосфаты |
34,5 |
30 |
30 |
30 |
|
метасиликат и силикат натрия |
20 |
16,5 |
10 |
10 |
|
смачиватель ДБ сульфонол |
1.5 |
— |
8.2 |
— |
|
— |
— |
1.8 |
— |
|
|
синтанол ДС-10 или ДТ-7 |
_ |
3,5 |
_ |
8 |
|
алкилсульфаты |
— |
— |
— |
2 |
|
Режим использования: |
||||
|
концентрация CMC в водном растворе, г/л |
15—20 |
10—15 |
25—35 |
25—35 |
|
температура раствора, К |
343…353 |
343…353 |
363…373 |
363…373 |
Составы синтетических моющих средств со щелочными добавками приведены в табл. 3.
Оборудование для моечно-очистных работ условно подразделяется на две группы: для очистки и мойки двигателей (агрегатов) в сборе и для очистки и мойки деталей.
На последней стадии моечно-очистных работ широко используются различные специальные способы очистки: от нагара, накипи, продуктов коррозии, асфальтосмолистых отложений, старых лакокрасочных покрытий, очистка деталей и приборов систем питания и электрооборудования, масляных каналов блоков двигателей и коленчатых валов. Вымытые агрегаты поступают на разборку, а обезжиренные детали — на контроль и сортировку в дефектовочное отделение.
Приемка двигателей и агрегатов в ремонт — Камаз
Полнокомплектный капитальный ремонт автомобилей КамАЗ, как правило, не производится. Ремонт автомобилей выполняется агрегатным методом в АТП.
К основным агрегатам относятся двигатель, рама, коробка передач, раздаточная коробка, передний, средний и задние мосты, рулевое управление, кабина.
На авторемонтном заводе капитальный ремонт двигателей и агрегатов выполняется в соответствии с маршрутной схемой технологического процесса, указанной на рис. 10. Двигатели могут отправляться в углубленный текущий ремонт на заводы, которым дано разрешение выполнять этот вид ремонта Камским объединением. Для определения технического состояния двигателей и агрегатов, подлежащих капитальному ремонту, и двигателей, требующих углубленного текущего ремонта, директором автотранспортного предприятия назначается комиссия. Комиссия устанавливает фактический срок службы двигателей и агрегатов и соответствие их установленным нормам пробега, проверяет наличие технического паспорта и комплектность двигателей и агрегатов. Комиссия после определения технического состояния двигателей и агрегатов автомобиля, проверки и изучения документов составляет акт технического состояния на двигатель и каждый агрегат в 4 экземплярах по форме, указанной в прил. 1; справку о пробеге двигателя и агрегатов на автомобиле; справку об укомплектованности двигателей и агрегатов.
Приемка в капитальный или углубленный текущий ремонт двигателей и капитальный ремонт агрегатов производится представителем авторемонтного предприятия в присутствии представителя заказчика на основании инструкции по приемке в ремонт двигателей и агрегатов КамАЗ, разработанной Камским объединением по производству большегрузных автомобилей в 1985 г.
Приемка двигателей в ремонт от АТП на ремонтные заводы Камского производственного объединения осуществляется через обменные пункты (ОП) КамАЗавтоцентра.
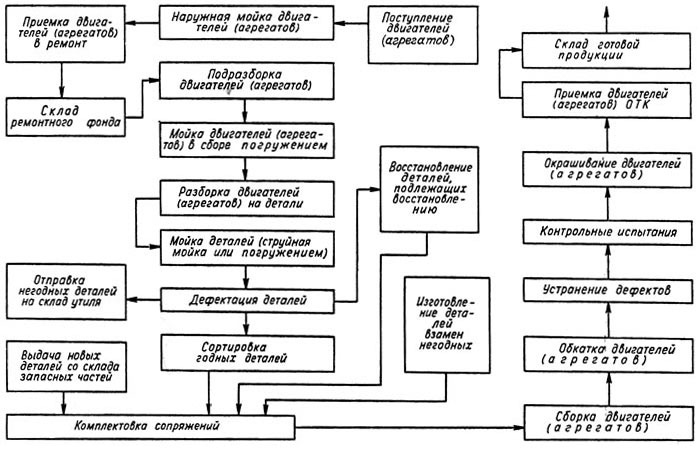
Рис. 10. Маршрутная схема технологического процесса капитального ремонта двигателей (агрегатов)
Сдача двигателей и агрегатов на ремонтные заводы Камского производственного объединения производится представителем обменного пункта КамАЗавтоцентра.
Все двигатели, предъявляемые для приемки в ремонт, подразделяются на категории:
- требующие капитального ремонта после отработки установленного ресурса 300 тыс. км пробега автомобиля;
- вышедшие из строя в период гарантийного срока службы;
- требующие углубленного текущего ремонта при выходе из строя за пределы гарантийного срока службы, но не отработавшие ресурс 300 тыс. км.
Двигатели, вышедшие из строя за пределы гарантии, но не отработавшие ресурс, т. е. имеющие пробег менее 300 тыс. км, допускаются к сдаче в углубленный текущий ремонт на ремонтные заводы только при отсутствии необходимых запасных частей в АТП и автоцентрах.
Двигатели, как правило, принимаются в ремонт после осмотра их на автомобиле уполномоченным представителем автоцентра. При невозможности прибытия представителя автоцентра в АТП допускается приемка в ремонт двигателей, снятых с автомобилей.
Двигатели, вышедшие из строя в период гарантийного срока службы, осматривает представитель ремонтного предприятия или КамАЗавтоцентра и устанавливает причину выхода двигателей в ремонт.
Основаниями для отнесения вины на автотранспортное предприятие за выход из строя двигателей, не отработавших ресурс, и составления рекламационного акта могут быть следующие:
- наличие песка, земли и других материалов во впускных коллекторах, свидетельствующих о работе с разгерметизированным воздушным трактом;
- наличие масла в картере и охлаждающей жидкости в системе охлаждения двигателя, не соответствующих заводской инструкции;
- отсутствие фильтрующих элементов или наличие поврежденных в корпусах воздушного, масляного или топливного фильтров;
- неисправности, связанные с работой двигателя при частоте вращения выше номинальной;
- нарушение регулировки, отсутствие пломб или вскрытие пломбы топливной аппаратуры;
- размораживание блоков цилиндров по причине использования вместо «Тосола» воды;
- наличие дефектов двигателя, явившихся следствием работы без моторного масла или охлаждающей жидкости;
- загрязнение масла выше допускаемых пределов.
Загрязнение масла определяется отбором проб из картеров двигателей КамАЗ. Проба отработавшего масла отбирается в количестве 0,5 л при сливе масла из поддона двигателя. Емкость, в которую наливается проба, должна быть сухой и чистой.
После отбора проба масла закупоривается во избежание попадания загрязнений и воды. На емкости с отобранными пробами должны быть прикреплены этикетки, на которых указываются сведения о двигателях.
Допустимые значения параметров моторных масел представлены в табл. 2. Отклонение значений параметров моторных масел больше допустимых при анализе в лаборатории завода свидетельствует о нарушении правил эксплуатации автомобилей.
2. Допустимые значения параметров моторных масел
|
Показатели |
Сорт масла |
|||
|
М-1012к |
М-812к |
|||
|
Требования ГОСТ 8581—78 |
Допускаемые значения показателей отработавшего масла |
Требования ГОСТ 8581—78 |
Допускаемые значения показателей отработавшего масла |
|
|
Вязкость кинематическая при 100 °С, см2/с |
11 ± 0,5 |
10,5—14,0 |
8 ± 0,5 |
7,5 + 10,0 |
|
Щелочность, мг КОН/г масла |
6,0 |
6,0 + 3,0 |
6,0 |
6,0+3,0 |
|
Содержание механических примесей, %, не более |
0,015 |
1,4* |
0,015 |
1,4 * |
|
Температура вспышки в открытом тигле, °С |
210 |
200 |
200 |
190 |
|
Содержание воды, %, не более |
Следы, 0,03 |
0,08 |
Следы, 0,03 |
0,08 |
|
Содержание бария, %, не более |
0,04 |
0,04 |
0,04 |
0,04 |
* Абразивные механические примеси не допускаются.
При приемке в углубленный текущий ремонт двигателей в случае обнаружения несоответствия технического состояния двигателя или агрегата акту технического состояния представитель ремонтного предприятия оформляет рекламационный акт в 3 экземплярах. Форма рекламационного акта приведена в прил. 2.
В рекламационном акте указываются дефекты (замечания), не отмеченные в акте технического состояния. Рекламационный акт направляется в автотранспортное предприятие КамАЗавтоцентра.
Все двигатели, принимаемые в ремонт в автоцентре и на ремонтном предприятии, должны быть без сцепления, компрессора, насоса гидроусилителя руля, кронштейна рычага переключения передач, генератора, стартера, индикатора засоренности воздушного фильтра, датчика указателя давления масла, датчика аварийного давления масла, кранов сливных, крана фильтра центробежной очистки масла, вентилятора, воздушного фильтра, датчиков температуры воды, датчика тахометра, без ремней привода агрегатов.
Транспортировка двигателей в ремонт может осуществляться всеми видами транспорта на специальных подставках. Крепление двигателей на транспортных средствах должно обеспечивать их сохранность.
Двигатели и агрегаты автомобилей КамАЗ принимаются в ремонт при наличии наряда, выданного вышестоящей организацией по представлении следующих документов: справки о пробеге автомобиля, акта о его техническом состоянии; технического паспорта автомобиля, паспорта и карточки на баллоны для газобаллонных автомобилей. С двигателями и агрегатами, помимо наряда на ремонт, сдается справка об их техническом состоянии.
Двигатели и агрегаты, сдаваемые в углубленный текущий и капитальный ремонт, должны быть комплектными. Для двигателей, сдаваемых в капитальный ремонт и получаемых из него, установлена первая и вторая комплектности.
Двигатель первой комплектности — это двигатель в сборе со всеми составными частями, установленными на нем, включая компрессор, вентилятор, насос гидроусилителя рулевого управления, сцепление, топливную аппаратуру, приборы систем охлаждения и смазки, приборы системы выпуска газов (без глушителя и приемной трубы).
Двигатель второй комплектности — двигатель без вентилятора, водяного насоса, компрессора, насоса гидравлического усилителя рулевого привода, воздухоочистителя масляных фильтров, водяных патрубков, генератора, стартера, датчиков контрольных приборов, системы вентиляции картера, топливных насосов и топливопроводов, но в сборе со сцеплением.
Все остальные агрегаты и узлы должны поступать в ремонт и выдаваться из ремонта в комплектности, установленной предприятием-изготовителем. На сданные в ремонт двигатели и агрегаты составляется приемо-сдаточный акт по форме, указанной в прил. 3.
Приемо-сдаточный акт подписывается представителями авторемонтного предприятия или КамАЗавтоцентра и заказчиком и заверяется печатью. Первый и третий экземпляры актов передаются в отдел сбыта. В дальнейшем третий экземпляр приемо-сдаточного акта вместе с объектом ремонта передается в производственное подразделение. Второй экземпляр акта выдается заказчику.
Двигатели и агрегаты в ремонт не принимаются в том случае, когда они не укомплектованы или когда у них были заменены детали.
Сохранность ремонтного фонда на всех стадиях капитального ремонта, начиная от приемки двигателей и агрегатов в ремонт и хранения перед разборкой, оказывает большое влияние на экономику ремонтного предприятия.
Для хорошей организации приемки и хранения ремонтного фонда на авторемонтном предприятии имеется склад ремонтного фонда. Этот склад обычно состоит из площадок для приемки и хранения ремонтного фонда, площадки для двигателей и агрегатов, принятых на хранение, площадки для хранения списанных агрегатов. Склад ремонтного фонда должен быть оборудован эстакадами для слива смазки из агрегатов и иметь средства механизации погрузочно-разгрузочных работ.
Опыт ряда авторемонтных предприятий показывает, что для рационального использования площадей склада ремонтного фонда целесообразным является многоярусное хранение агрегатов.
Двигатели и агрегаты, сдаваемые в капитальный ремонт, должны быть тщательно вымыты и очищены от загрязнений, не иметь жидкую смазку, герметизированы, а неокрашенные поверхности покрыты консервирующей смазкой.
Разборка двигателей и агрегатов — Камаз
Перед разборкой при капитальном ремонте двигатели и агрегаты подвергаются очистке и мойке. Наружная мойка двигателей и агрегатов осуществляется механизированными пароструйными и струйными установками высокого давления. В процессе предварительной очистки ремонтного фонда удаляется до 40—60 % массы загрязнений.
Механизированные установки струйного типа нашли широкое применение, но в настоящее время в связи с использованием новых мощных средств на ремонтных предприятиях внедряются моечные машины роторного типа. Принцип их работы основан на очистке двигателей (агрегатов) в сборе, а отдельные детали помещаются в корзины и периодически погружаются в резервуар с раствором синтетических моющих средств. Автором этого способа и конструкции роторных моечно-очистных машин является канд. технических наук Ю. И. Афанасиков. Применение моечно-очистных машин роторного типа позволяет повысить качество очистки на 30—35 %.
Новая машина роторного типа с погружением деталей, показанная на рис. 11, имеет устройства для непрерывной очистки самого моющего раствора от твердых и маслянистых загрязнений. Принцип работы этих устройств основан на разделении эмульсий отстаиванием в многоходовых отстойниках.
Разборка агрегатов на узлы и детали в зависимости от организации ремонтного производства производится на конвейерах или стендах. При разборке агрегатов принимаются меры, обеспечивающие максимальную сохранность деталей для повторного использования и комплектности сопряженных пар с ограниченной взаимозаменяемостью (крышки шатунов — шатуны, крышки коренных подшипников — блок цилиндров, ведущая и ведомая шестерни главной передачи, плунжерные пары).
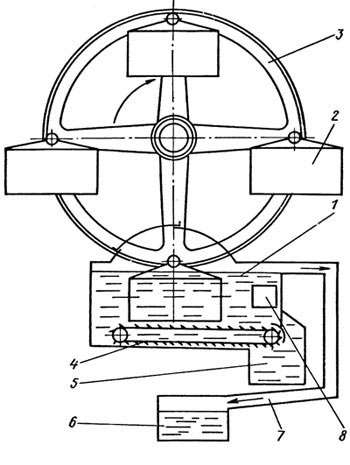
Рис. 11. Схема роторной машины мойки агрегатов и деталей погружением:
1 — ванна с раствором «Лабомид-203»; 2 — люлька для размещения двигателей или деталей; 3 — роторное колесо; 4 — шнековое устройство для очистки ванны от механических загрязнений (осадка, грязи); 5 — отстойник; 6 — резервуар для сбора маслянистых загрязнений; 7 — устройство для очистки раствора от маслянистых загрязнений; 8 — электроподогреватель раствора «Лабомид-203»
Подача агрегатов на разборку производится с помощью подвесного конвейера, электрокар и т. д.
При разборке агрегатов трудоемкость работ по разборке резьбовых соединений составляет 40—50 % от трудоемкости разборочных работ, по снятию подшипников — до 10%, прессовых работ — до 20 %.
Разборка резьбовых соединений осуществляется механизированным инструментом (гайковертами, шуруповертами). Применение механизированного инструмента позволяет повысить производительность труда в 3,5—4,5 раза.
Разборка прессовых соединений производится с помощью многопостовых гидравлических установок со сменными захватами и съемниками.
После разборки агрегатов детали вновь подвергаются мойке и обезжириванию.

