Капитальный ремонт кабины производится в соответствии с технологическим процессом капитального ремонта, заключающийся в ее разборке, снятии старой краски, дефектации, ремонте узлов и деталей или замене, сборке и окраске.
После мойки и разборки с кабины старая краска удаляется вручную при помощи стальных острых скребков и металлических щеток.
Наиболее эффективен химический метод, заключающийся в том, что кузов обрабатывается пастой. Примерный состав пасты для снятия пентафталевых, глифталевых и других синтетических красок следующий: каустической соды — 18%; негашеной извести — 20%; мазута — 10%; молотого мела — 20 г на 1 л воды.
Для снятия старой краски применяется также жидкая паста СП-6 следующего состава: хлористый метилен — 95%; парафин — 3,5%; резина — 1,5%.
После нанесения пасты на окрашенную поверхность старое многослойное покрытие из нитроэмали набухает в течение 3 мин, а набухание лакокрасочного покрытия из синтетической эмали происходит в течение 15—25 мин (в зависимости от количества слоев краски). После набухания пленка старой краски легко снимается шпателем. После удаления старой краски кабина тщательно промывается сольвентом, уайт-спиритом или растворителем 646, а затем ополаскивается чистой водой.
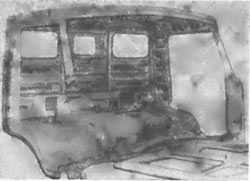
Рис. 121. Кабина, подготовленная для ремонта
Помещения, где выполняются окрасочные работы, оборудуются хорошей вентиляцией, а температура воздуха в них должна быть не ниже 18…20°С.
Эффективно удаляется старая краска с поверхностей кабины методом дробеструйной обработки. Для этого применяется металлическая дробь размером зерна 0,2—0,3 мм и твердостью HRC 52—62. После дробеструйной обработки поверхность кабины приобретает шероховатость, обеспечивающую качественную предварительную подготовку поверхности к окраске.
Ремонт кабины автомобиля начинается с правки поверхности и отдельных частей. При невозможности выправить панели ремонт производится путем замены деталей. Ремонтные детали вырезаются из выбракованных кабин и оперения или изготовляются новые. Ремонтные детали изготовляются с помощью шаблонов для раскроя стальных листов и штампов, где заготовкам придается форма элементов самой кабины или оперения.
В процессе ремонта кабины могут быть использованы ее части в виде дополнительных ремонтных деталей (ДРД). Кабина, подготовленная для постановки дополнительных ремонтных деталей, представлена на рис. 121. Дополнительными ремонтными деталями могут быть:
- панели пола (левая, правая);
- панели крыши;
- боковые панели передней части кабины (левая, правая); наружная панель передней части кабины;
- панели двери;
- панели крыла (левого, правого).
Непригодные части кабины отрезаются газовой резкой и вместо них привариваются дополнительные ремонтные детали.
При приварке отдельных ДРД панелей целесообразно использовать полуавтоматическую сварку в среде углекислого газа. При замене деталей вначале производится операция прихватывания панелей к корпусу отдельными точками. Расстояние между отдельными точками прихватки принимается равным 80—120 мм. Прихватку целесообразно выполнять проволокой диаметром 0,8 мм той же марки, что и для сварки основных швов, на следующем режиме: сила сварочного тока — 45 А; напряжение сварочной дуги — 18—20 В; вылет электрода — 8—10 мм. Панели привариваются внахлестку с перекрытием краев в 25 мм сплошным швом постоянным током обратной полярности силой 45 А при напряжении 17—21 В.
Дефекты в виде трещин на корпусах кабин и оперения устраняются газовой сваркой с использованием газосварочного аппарата. Сварку рекомендуется производить газовой горелкой ГС-53 с наконечником № 1 сварочной проволокой СВ-08 или СВ-15 диаметром 1,5 мм.
Все сварные швы для упрочнения места сварки и придания необходимого профиля восстановленного участка, а также для создания лучшей герметичности проковываются. Ковка выполняется пневматическим молотком при помощи комплекта поддержек. Места сварки зачищают пневматическими шлифовальными или полировальными машинами.
Для выравнивания небольших вмятин и неровностей на облицовочных поверхностях кабин применяют заполнители. Для заделки неровностей и вмятин в панелях кабин используют припои ПОС-18 или ПОС-30.
В настоящее время применяется прогрессивный способ — газопламенное напыление порошка термопластика ТПФ-37. Поверхность, подлежащая выравниванию, перед напылением должна быть тщательно очищена от всех загрязнений, обезжирена бензином или ацетоном и нагрета до температуры 170…180 °С. Термопластик напыляют аппаратом УПН-6-63 в несколько слоев до полного заполнения неровностей, затем ведут обкатку специальным роликом каждого слоя. После отверждения нанесенный слой пластмассы зачищают.
После ремонта кабина окрашивается. Технологический процесс окрашивания кабин включает следующие операции: подготовку поверхности к окрашиванию, грунтование, шпатлевку, шлифование грунтованной и шпатлеванной поверхности, нанесение антикоррозионной и противошумной мастик, нанесение первого (выявительного) слоя краски, выравнивание выявленных неровностей шпатлеванием, шлифование шпатлеванной поверхности, окрашивание поверхности и сушку кабины.

