Объем текущего ремонта автомобиля зависит от характера работ, которые определяются при возникновении неисправностей или при техническом обслуживании машин. Объем работ при текущем ремонте машин обычно не превышает 30 чел.-ч.
Содержание операций технологического процесса текущего ремонта может быть различным, так как оно зависит от количества и характера выявленных неисправностей, способов их устранения.
Выполняется текущий ремонт машины в соответствии с маршрутной схемой технологического процесса. Он начинается с уточнения неисправностей и определения способов их устранения. При необходимости автомобиль перед ремонтом очищается от загрязнений и подвергается мойке. Неисправные приборы, механизмы, узлы и агрегаты могут ремонтироваться непосредственно на машине или после снятия их с автомобиля.
Виды работ, выполняемых при текущем ремонте автомобилей Камаз
Распространенными видами работ по устранению дефектов при текущем ремонте автомобилей являются сварочные, жестяницкие, арматурные и кузовные. Они выполняются при восстановлении изношенных деталей, заварке трещин, отколов, наложении заплат на пробоины. Жестяницкие и сварочные, арматурные и кузовные работы включают операции по разборке, сборке, правке и сварке поврежденных деталей кузова, кабины, крыльев, оперения. В жестяницко-сварочных отделениях изготавливаются необходимые для ремонта дополнительные ремонтные детали (ДРД): панели, вставки, заплаты и др.
При разборочно-сборочных работах трудозатраты при текущем ремонте составляют 60—65 % от общей трудоемкости текущего ремонта автомобилей. Эти работы выполняются в ремонтных мастерских на постах, оборудованных механизированным инструментом (пневматическими или электрическими гайковертами).
Ручная слесарная обработка деталей производится после закрепления их в тисках на верстаке при помощи напильника, ножовки, шабера, дрели с набором сверл или другого специализированного инструмента или приспособлений. Примером слесарной обработки деталей может служить восстановление испорченной резьбы с помощью плашки (для наружной резьбы) или метчика (для внутренней резьбы). Повреждение внутренней резьбы в корпусных деталях устраняется путем рассверливания поврежденной резьбы и постановки резьбовых вставок.
Отремонтированные механизмы устанавливаются на автомобиль, при необходимости выполняются их подгонка и регулировка.
Кузнечные работы производятся в кузнечно-рессорном отделении автотранспортного предприятия (АТП) при ремонте или изготовлении деталей с применением нагрева. В этом же отделении ремонтируются рессоры, имеющие пониженную упругость, заменяются отдельные поломанные листы рессор и т. д.
Изгиб передней балки устраняется правкой при капитальном ремонте.
Обойные работы включают обивку спинок и подушек сидений, изготовление чехлов для сидений автомобилей и утеплительных чехлов для двигателей. Подушки и спинки сидений разбираются на специальном верстаке, оборудованном вытяжным устройством для удаления пыли. Поврежденные металлические каркасы и основы сидений направляются в арматурный участок для ремонта, а сломанные или ослабевшие пружины заменяются новыми.
При выполнении медницких работ широкое распространение получила пайка. Она применяется при ремонте радиаторов топливных баков, топливопроводов деталей приборов электрооборудования и системы питания. Под пайкой понимается процесс соединения нагретых частей металла, остающихся в твердом состоянии, путем введения в зазор между ними расплавленного припоя, металла или сплава, имеющего меньшую температуру плавления, чем основной металл. Расплавленный припой заполняет все неровности (шероховатости) соединяемых поверхностей, смачивает их и, затвердев при охлаждении, скрепляет эти поверхности.
Для медницких работ применяются припои, которые делятся на мягкие, или легкоплавкие, плавящиеся при температуре ниже 500 °С, и твердые, или тугоплавкие, плавящиеся при температуре выше 500 °С. К мягким припоям относятся припои марок ПОС-30 и ПОС-40, в состав этих припоев входят олово и свинец; к твердым — ПМЦ-36 и ПМЦ-48. В состав последних входят медь и цинк.
Мягкие припои применяются для пайки радиаторов и топливных баков; твердые припои — для пайки воздухо-, масло- и топливопроводов. Для пайки деталей из алюминиевых сплавов применяются алюминиевые припои (силумины).
Радиаторы, бензобаки, топливо- и маслопровода и другие детали также ремонтируются на медницком участке.
Электротехнические работы включают текущий ремонт приборов электрооборудования, аккумуляторных батарей, генераторов и стартеров.
Текущий ремонт агрегатов и узлов — Камаз
Текущий ремонт агрегатов производится путем частичной их разборки, замены или ремонта неисправных узлов и приборов, восстановления деталей, кроме базовых (картеров, рам). Разборка узлов и агрегатов ведется так, чтобы можно было проверить техническое состояние деталей и при необходимости заменить негодные.
Особенность технологии текущего ремонта агрегатов состоит в том, чтобы в процессе разборки без необходимости не нарушалось взаимное расположение приработанных поверхностей деталей в подвижных сопряжениях, так как при естественной достигнутой приработке сопряженных поверхностей деталей в процессе эксплуатации автомобилей исключается необходимость повторной приработки этих деталей.
Снятые при разборке агрегаты, подлежащие по своему техническому состоянию капитальному ремонту, не вскрываются. Они в полной комплектности отправляются на обменные пункты или агрегатно-ремонтные заводы.
Ремонт сцепления. При текущем ремонте сцепления (в случае необходимости) меняются фрикционные накладки дисков сцепления. Новые накладки приклепываются латунными или алюминиевыми заклепками с помощью специального устройства на гидравлическом прессе. Задиры и царапины на поверхности ведущего диска устраняются шлифованием. После ремонта ведомый диск проверяется на биение плоскостей, которое должно быть не более 1 мм.
Ремонт карданного вала. В случае нарушения динамической балансировки карданного вала и появления вибрации он снимается с автомобиля и проверяется на специальных стендах и приспособлениях. Дисбаланс может быть вызван прогибом вала, наличием вмятин труб вала, погнутостью фланцев и другими неисправностями. При превышении биения выше допустимого (0,8 мм) вал правится при помощи пресса. Он устанавливается для этого на специальные призмы и балансируется на балансирных станках.
Ремонт радиаторов. Радиаторы могут иметь следующие дефекты: течь в паяных швах, течь трубок сердцевины, повреждения бачков (трещины, вмятины), охлаждающих пластин, засорение трубок и отложение накипи.
Поврежденные места радиаторов определяются следующим образом: отверстия патрубков закрываются пробками и радиатор погружается в ванну с водой. Через пароотводную трубку при помощи ручного насоса или из воздушной магистрали воздух нагнетается до давления 0,08 МПа. По выходящим пузырькам воздуха на поверхности радиатора определяется место повреждения, которое отмечается чертилкой. Вынутый радиатор просушивается, а места течи запаиваются мягким припоем. Пайка выполняется паяльником или погружением предварительно протравленных поврежденных мест изделия в расплавленный припой.
Деформированные охлаждающие пластины выпрямляются при помощи специальной гребенки или плоскогубцами. При текущем ремонте допускается заглушка отдельных поврежденных трубок.
Отремонтированный радиатор проверяется на герметичность под давлением 0,08 МПа погружением его в воду вышеуказанным способом. Работы по текущему ремонту аккумуляторов выполняются в отделении ремонта аккумуляторов электротехнического участка. Батареи, требующие ремонта, очищаются от загрязнений, и поверхность крышек аккумуляторов нейтрализуется 10 %-м раствором кальцинированной соды или нашатырного спирта. После очистки батарея насухо протирается ветошью. Ремонту подвергаются батареи, имеющие механические повреждения, трещины в заливочной мастике, обломы выводов и межэлементных соединений. Все работы по ремонту выполняются в соответствии с технологическими картами и с применением соответствующего оборудования и инструмента.
Неплотности и трещины в кислотоупорной мастике батарей обнаруживаются по просачиванию электролита. Трещины разделываются под угол 90—120° и заливаются горячей мастикой.
Ремонт тормозов. При текущем ремонте тормозов сменяются фрикционные накладки тормозных колодок, а при наличии на внутренней поверхности тормозного барабана глубоких рисок и задиров или значительного местного износа их внутренняя поверхность растачивается на станках для расточки барабанов. На этих же станках обтачиваются накладки тормозных колодок.
Ремонт кабин, платформ. Небольшие вмятины и прогибы на кабинах, платформах устраняются правкой с применением специального набора инструментов, куда входят молотки различной формы, оправки, поддержки. Промышленность выпускает специальные наборы таких инструментов, например набор ГАРО 214-1. Глубокие вмятины восстанавливаются методом вытягивания и рихтовки металла с последующей зачисткой поверхности. Глубокие царапины устраняются плавкой припоями или синтетическими порошками и клеями путем нанесения их на деформируемую поверхность.
Трещины, пробоины, разрывы после выравнивания поверхности завариваются при помощи газовой сварки, после чего поверхность зачищается и шлифуется.
Окрашивание машин. После окончания текущего ремонта машины производится подкрашивание отдельных мест поверхностей кабины и платформы для устранения местных повреждений лакокрасочного покрытия.
Технологический процесс окрашивания включает подготовку поверхности под окрашивание, грунтовку, шпатлевку, шлифование, нанесение промежуточных и внешних слоев покрытия, сушку. Качество выполнения текущего ремонта определяется при движении автомобиля путем прослушивания работы всех агрегатов и наружным осмотром.
Ремонт генератора. Характерными неисправностями генератора являются износ щеток, ослабление пружин, межвитковое замыкание, износ вала ротора и др.
При текущем ремонте генераторов, стартеров, приборов электрооборудования и зажигания производится их разборка на отдельные узлы и детали, которые подвергаются контролю и дефектации. Непригодные мелкие детали (втулки, щетки, подшипники, контакты и др.) заменяются на новые. Детали, подлежащие ремонту, восстанавливаются.
Текущий ремонт двигателей — Камаз
Текущий ремонт двигателя производится путем его разборки, замены или восстановления деталей и устранения неисправностей.
При текущем ремонте двигателя допускается замена следующих деталей: поршневых колец, поршневых пальцев, тонкостенных вкладышей коренных и шатунных подшипников, прокладки головки блока. Неисправности устраняются выполнением слесарно-механических работ. Шатуны в случае изгиба или скручивания правятся после закрепления их в приспособлении с индикаторами путем деформации с помощью ломика или захвата.
Прилегание клапанов к их седлам восстанавливается путем притирки рабочих фасок клапанов к их седлам. При большом износе фасок клапанов и их гнезд производится предварительная шлифовка седел и фасок клапанов конусными абразивными кругами с использованием шлифовального приспособления. После шлифования фасок клапанных гнезд клапаны притираются при помощи ручной пневматической дрели абразивной пастой до образования фасок на рабочей поверхности гнезда и клапана шириной не менее 1,5 мм. Фаски должны иметь матовую поверхность по всей окружности и обеспечивать герметичность прилегания клапана к седлу.
Технологический процесс текущего ремонта автомобилей Камаз
Технологический процесс — это часть производственного процесса, заключающаяся в последовательном выполнении операций по изменению состояния детали или положения деталей при сборке механизмов и агрегатов. Технологические процессы могут быть следующих видов: операционный, маршрутный и маршрутно-операционный.
В операционном технологическом процессе содержание операций указывается с перечислением режимов обработки (скорости резания, подачи, машинного времени, инструмента).
В маршрутном технологическом процессе указывается последовательность операций.
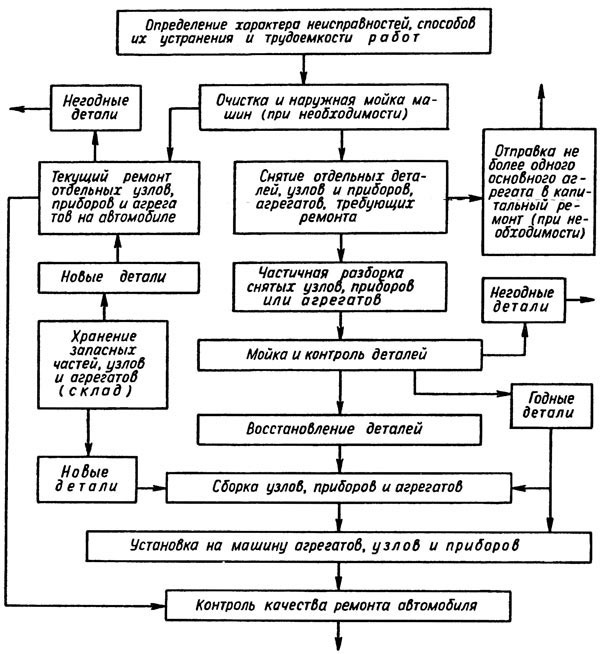
Рис. 9. Маршрутная схема технологического процесса текущего ремонта автомобиля Камаз
В маршрутно-операционном технологическом процессе указывается и то, и другое.
Маршрутная схема технологического процесса текущего ремонта автомобиля представлена на рис 9.

