Содержание
- 1 Вибродуговая наплавка
- 2 Наплавка в среде защитного газа
- 3 Наплавка под слоем флюса
- 4 Осталивание (железнение)
- 5 Плазменная наплавка
- 6 Приварка стальной ленты
- 7 Сварка
- 8 Сущность способа восстановления деталей металлами
- 9 Финишная антифрикционная безабразивная обработка (ФАБО)
- 10 Хромирование
- 11 Электролитическое осаждение металла
Вибродуговая наплавка
Схема установки для вибродуговой наплавки деталей показана на рис. 19.
Сущность процесса вибродуговой наплавки заключается в повторении циклов замыкания и размыкания электрода с поверхностью детали. Электрод и деталь соединены с источником сварочного тока. Каждый цикл вибрации электрода включает в себя четыре последовательных процесса: короткое замыкание, отрыв электрода от детали, электрический разряд, холостой ход.
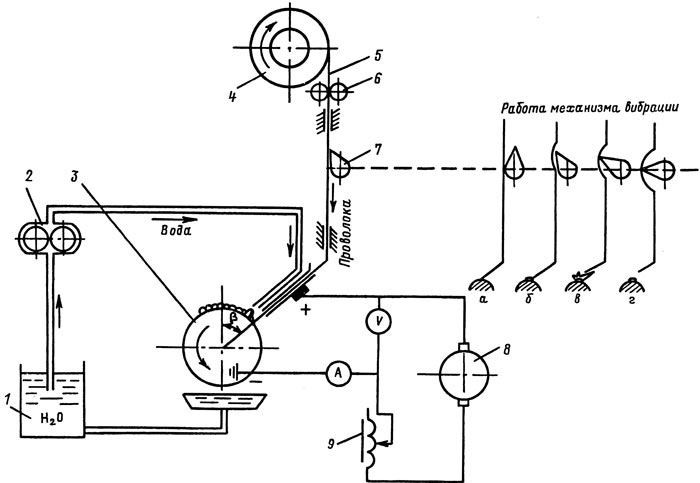
Рис. 19. Схема установки для вибродуговой наплавки деталей:
1 — емкость с охлаждающей жидкостью; 2 — водяной насос; 3 — деталь; 4 — кассета с электродной проволокой; 5 — электродная проволока; 6 — ролики подачи проволоки; 7 — механизм вибрации; 8 — источник тока; 9 — регулятор режима наплавки металла; а — контакт электродной проволоки с деталью; б — отрыв электродной проволоки от детали и возникновение дуги; в — процесс наплавки сварочной дугой; г — гашение сварочной дуги
Режимы вибродуговой наплавки деталей представлены в табл. 6.
Вибродуговую наплавку можно вести не только в среде охлаждающей жидкости, но и под слоем флюса в слое защитных газов, водяного пара и т. д.
6. Режимы вибродуговой наплавки деталей
| Толщина наплавляемого слоя, мм | Диаметр электродной проволоки, мм | Сила сварочного тока, А | Скорость наплавки, м/ч |
| 0,3 | 1,6 | 120—150 | 132 |
| 1,1 | 2,0 | 150—210 | 60 |
| 2,5 | 2,5 | 150—210 | 18 |
Вибродуговая наплавка имеет следующие преимущества: небольшой нагрев детали, возможность наплавки деталей с малым диаметром, незначительная зона термического влияния, возможность получения необходимых прочностей наплавленного слоя за счет применения различных марок электродной проволоки.
К недостаткам вибродуговой наплавки относятся наличие пор и микротрещин в наплавленном металле, большие внутренние напряжения в деталях, что резко снижает их усталостную прочность, особенно при работе на знакопеременных нагрузках.
Наплавка в среде защитного газа
При этом способе наплавки, схема которого дана на рис. 18, зона горения электрической дуги и расплавленного металла защищается от кислорода и азота воздуха струей нейтрального (защитного) газа. В качестве защитных газов применяются углекислый газ, аргон, гелий и смеси газов. Углекислый газ надежно изолирует зону наплавки от окружающей среды и обеспечивает получение наплавленного металла высокого качества с минимальным количеством пор и окислов. Расход газа при сварке составляет 8—15 л/мин и наплавке — 10—16 л/мин.
5. Режимы наплавки деталей в среде углекислого газа СО2
| Диаметр, мм | Скорость
подачи проволоки, м/ч |
Напряжение, В | Сила тока, А | Скорость наплавки, м/ч | Толщина слоя, мм | |
| детали | электродной проволоки | |||||
| 10 | 0,8 | 175 | 17—18 | 75—130 | 40—45 | 0,8 |
| 40 | 1,0 | 200—235 | 18—19 | 150—180 | 80—100 | 1,0 |
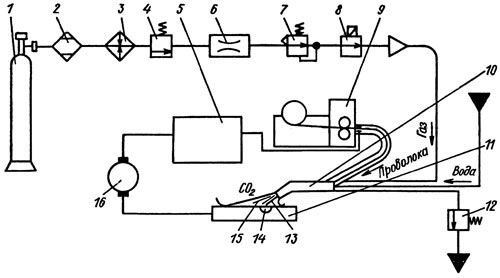
Рис. 18. Схема установки для полуавтоматической наплавки в среде защитного газа:
1 — баллон с газом CO2; 2 — осушитель; 3 — подогреватель; 4 — редуктор; 5 — аппаратный ящик; 6 — расходомер; 7 — регулятор давления; 8 — электромагнитный клапан; 9 — механизм подачи проволоки; 10 — наплавочная головка; 11 —восстанавливаемая деталь; 12 — водяной насос с регулятором давления; 13 — электрод; 14 — сварочная ванна; 15 — слой защитного газа (СО2); 16 — источник сварочного тока (сварочный генератор)
Режимы наплавки деталей в среде углекислого газа представлены в табл. 5.
Наплавка деталей в среде углекислого газа имеет следующие преимущества: высокое качество наплавленных швов, возможность наблюдения за ходом наплавки, возможность наплавки деталей любых диаметров.
К недостаткам наплавки деталей в среде углекислого газа относятся повышение разбрызгивания металла (до 10—12%), органическое изменение состава наплавляемого металла, понижение износостойкости наплавленного слоя, снижение усталостной прочности деталей на 10—50 %.
Наплавкой в среде защитных газов восстанавливаются детали трансмиссии и ходовой части автомобилей.
Наплавка под слоем флюса
Наплавка металла — это нанесение металла на поверхность детали с помощью сварки.
По техническим признакам различают следующие виды наплавки:
- по степени механизации процесса — ручная, механизированная, автоматизированная, автоматическая;
- по способу защиты металла в зоне сварки — под слоем флюса, под расплавленной обмазкой электрода в вакууме и в защитном газе;
- по характеру протекания процесса — непрерывные и прерывные.
Сущность наплавки под слоем флюса состоит в том, что сварочная дуга, возникающая между электродом и изделием, защищается от окисления кислородом воздуха слоем расплавленного гранулированного флюса толщиной 20—40 мм. Флюс, поступающий в зону сварочной дуги, плавится под действием выделяемого ею тепла.
Принципиальная схема полуавтоматической электродуговой наплавки деталей под слоем флюса показана на рис. 17.
Сварочный ток от источника тока по проводам подводится к контактам, касающимся сварочной проволоки и медной шины, расположенной на патроне.
Для наплавки деталей под слоем флюса выпускаются наплавочные головки различных конструкций: ПШ-5, ПШ-54, ПДШ-500, ПДШМ-500, АБС, А-409, А-580, ПАУ-1, ОСК-1252М. Наплавочная головка устанавливается на суппорт токарно-винторезного станка и перемещается при наплавке деталей с помощью ходового винта токарно-винторезного станка.
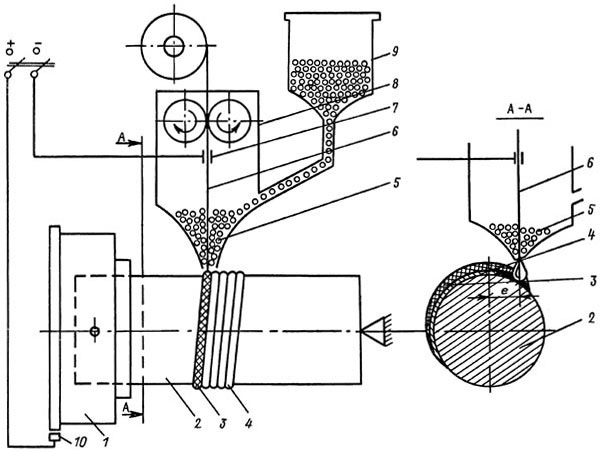
Рис. 17. Схема установки для полуавтоматической электродуговой наплавки деталей под слоем флюса:
1 — патрон токарно-винторезного станка; 2 — восстанавливаемая деталь; 3 — слой шлака; 4 — наплавленный металл; 5 — флюс; 6 — электродная проволока; 7 — контакт провода от источника тока с электродной проволокой; 8 — наплавочная головка; 9 — бункер с флюсом; 10 — контакт провода от источника тока с медной шиной патрона (деталью); е — смещение электрода относительно вертикальной оси детали (эксцентриситет электрода)
Твердость наплавленного слоя порошковыми проволоками достигает HRC 52—56.
Режимы наплавки цилиндрических поверхностей при постоянном токе обратной полярности представлены в табл. 4.
4. Параметры наплавки цилиндрических поверхностей электродной проволокой диаметром 1,2—2,5 мм с вылетом 20—30 мм
| Диаметр детали, мм | Напряжение, в | Сила тока, А | Скорость подачи проволоки, м/ч |
| 50—60 | 30—36 | 120—160 | 75 |
| 65—75 | 30—36 | 150—220 | 85 |
| 80—100 | 30—36 | 200—280 | 105 |
| 150—200 | 30—36 | 250—350 | 140 |
Преимущества восстановления деталей наплавкой под слоем флюса следующие: производительность автоматической наплавки под слоем флюса выше в 3—5 раз по сравнению с ручной сваркой; высокое качество наплавленного металла и высокая его износостойкость; для выполнения работ не требуется высокой квалификации наплавщика.
К недостаткам наплавки деталей под слоем флюса относятся большая зона термического влияния, значительный нагрев деталей малых размеров, снижение усталостной прочности деталей на 20—40 %.
Осталивание (железнение)
Электролитическое осаждение железа возможно вести в ваннах с горячим и холодным электролитами (горячее и холодное осталивание) при постоянном и переменном асимметричном токе. Формы постоянного и переменного асимметричного тока показаны на рис. 26.
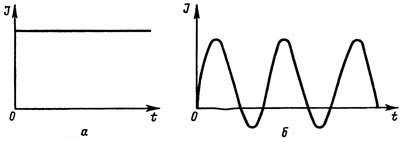
Рис. 26. Формы тока, применяемые при осталивании (железнении) деталей:
а — при постоянном токе; б — при переменном (асимметричном) токе
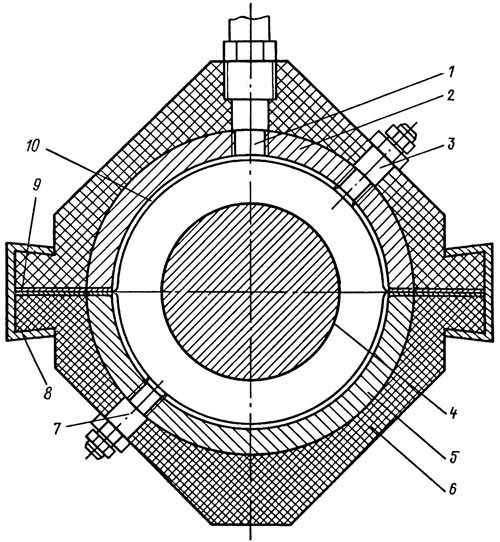
Рис. 27. Схема комплексного анода для осаждения электролитического железа (осталивание):
1 — штуцер подвода электролита; 2, 5 — полукольца анода; 3, 7 — электроконтакты; 4 — шейка вала; 6 — текстолитовый корпус анода; 8 — замок; 9 — прокладка; 10 — полость, заполненная электролитом
Холодное осталивание асимметричным током представляет собой процесс нанесения металлопокрытия на изношенные поверхности деталей с применением управляемого асимметричного тока. При этом виде осталивания получается наиболее прочное покрытие.
Процесс электролиза под давлением повышает твердость осажденного электролитического железа с HRC 45—48 до 60—63 при существенном улучшении качества покрытия.
Осаждение металла на круглую деталь в проточном электролите под давлением 0,15—0,20 МПа осуществляется внутри комплексного анода, показанного на рис. 27.
Холодное осталивание производится в электролите следующего состава: хлористое железо — 400—500 г/л; йодистый калий — 5—10 г/л; серная кислота — 1 мл/л; содержание соляной кислоты определяется по плотности рН, которая должна быть не более 1,5.
Плазменная наплавка
Перспективным способом восстановления деталей является способ нанесения покрытий с помощью потока плазмы, в том числе способ воздушно-плазменной наплавки.
Принципиальная схема образования плазменной струи в плазмотронах показана на рис. 20.
Плазма — это сильноионизированный газ, который образуется при прохождении его в узком канале плазмотрона между двумя электродами через дуговой разряд дежурной дуги. Плазменная дуга возникает после подачи плазмообразующего газа и прохождения его через дежурную дугу и сопло плазмотрона. Под действием дугового разряда дежурной дуги молекулы газа распадаются на ионы и электроны. В 1 см3 плазмы содержится 109—1010 и более заряженных частиц (ионов и электронов). В узком канале плазмотрона скорость направленного движения частиц достигает 300—1000 м/с. При сжатии потока газа процесс плазмообразо-вания сильно интенсифицируется. Выделение тепловой энергии происходит при соединении ионов в молекулы, при этом температура струи достигает 16000…26000 °С.
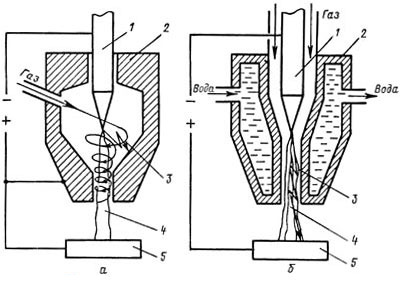
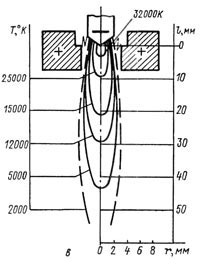
Рис. 20. Принципиальная схема образования плазменной струи:
а — при тангенциальной подаче плазмообразующего газа (N2, O2, воздуха) в дуговую камеру плазмотрона; б — при прямой подаче плазмообразующего газа в дуговую камеру плазмотрона; в — распределение температуры в плазменной сгруе радиусом r по ее длине l; 1 — вольфрамовый электрод; 2 — корпус плазмотрона; 3 — дежурная дуга; 4 — плазменная струя; 5 — деталь, подлежащая восстановлению
Сущность способа плазменной наплавки заключается в том, что источником теплоты для расплавления металла служит тепловая энергия плазменной струи.
Горение дежурной дуги может происходить между электродом плазмотрона и изделием, между электродом и токоведущей присадочной проволокой и комбинированным способом, когда горят две дуги между неплавящимся электродом и изделием и между неплавящимся электродом и токоведущей присадочной проволокой.
При плазменных способах наплавки присадочный материал может подаваться в виде проволоки, ленты или порошка.
Пост для плазменной наплавки состоит из источника питания ПС-500, выпрямителя напряжения 60 В, сварочной головки и механизма перемещения сварочной головки относительно изделия.
При плазменной наплавке на прямой полярности вначале возбуждается маломощная дежурная дуга силой тока 20—30 А. Питание ее осуществляется от основного источника сварочным током через балластный реостат.
Высокая концентрация тепловой энергии в плазменной струе, стабильность дугового разряда, возможность раздельного регулирования степени нагрева основного и присадочного материалов обеспечивают преимущества плазменной наплавки перед другими видами наплавки, особенно в тех случаях, когда присадочный материал по составу и свойствам отличается от основного.
Приварка стальной ленты
В авторемонтном производстве получило распространение восстановление валов электроконтактной приваркой стальной ленты (пластинирование валов).
Сущность этого способа заключается в том, что к наружной поверхности вала импульсами тока приваривается стальная лента.
Приварка стальной ленты происходит в месте контакта электродов. При пропускании импульсов тока стальная лента и поверхность металла детали в месте контакта электродов плавятся. Кроме того, соединение стальной ленты с поверхностью вала происходит за счет сжатия расплавленных и нагретых участков металла сварочными электродными роликами. Приварка длится 0,02—0,04 с и производится стальной лентой по винтовой линии, как показано на рис. 21, а пластин — по периметру.
Для охлаждения мест приварки стальной ленты (пластин) к деталям в зону сварки подается электролит.
Основными достоинствами пластинирования валов электроконтактной приваркой стальной лентой по сравнению с другими способами наплавки являются незначительный нагрев деталей, что исключает их перегрев и коробление, и получение требуемой твердости путем подбора стальной ленты.
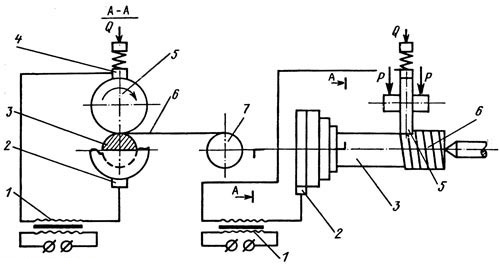
Рис. 21. Схема приварки стальной ленты к поверхности вала:
1 — трансформатор; 2 — контакт, подводящий электрический ток к детали; 3 — восстанавливаемая деталь (вал); 4 — контакт подвода электрического тока к электродному ролику; 5 — электродный ролик; 6 — стальная лента; 7 — барабан с бухтой стальной ленты; Q — направление силы, прижимающей электрический контакт; Р — направление силы, прижимающей ролик
Сварка
В авторемонтном производстве для восстановления деталей применяются сварка и наплавка. Этими способами восстанавливаются более 40 % деталей.
Сварка — процесс получения неразъемных соединений посредством установления межатомных связей между свариваемыми частями при их местном или общем нагреве, пластическом их деформировании или совместном действии того и другого.
Электрическая сварочная дуга — это мощный длительный электрический разряд между электродами под действием напряжения постоянного или переменного тока.
На рис. 16 схематически изображен электродуговой разряд между электродом и деталью под действием постоянного электрического тока напряжением 36 В.
Отрицательный электрод называется катодом (—), а положительный электрод — анодом (+). Дуговой разряд состоит из катодной области, столба дуги и анодной области. Газ столба дуги ослепительно ярко светится, поэтому глаза сварщика должны быть защищены маской с темными стеклами. Температура столба дуги достигает 6000… 8000 °С, а электропроводность приближается к электропроводности металлов. Основаниями столба служат резко ограниченные зоны на поверхности электродов — электродные пятна.
Ручная электродуговая сварка является распространенным способом восстановления поврежденных деталей, так как этим способом можно вести сварку в труднодоступных местах. Недостатками ее являются низкая производительность и зависимость качества работы от квалификации сварщика.
Для сварки автомобильных деталей наибольшее распространение получили электроды УОНИ-13/45, УОНИ-13/55 и др. Сварка электродами УОНИ-13/45 ведется на постоянном токе при обратной полярности («положительный» зажим источника тока присоединен к электроду).
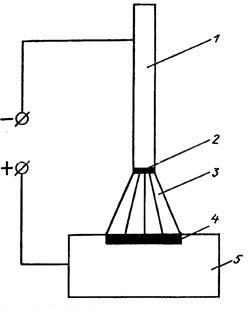
Рис. 16. Схема электродугового разряда между электродом и деталью:
1 — электрод; 2 — катодная область (расплавленная часть электрода); 3 — электродуговой разряд (сварочная дуга); 4 — анодная область (расплавленный металл); 5 — деталь
Сварка деталей из алюминиевых сплавов производится на постоянном токе при обратной полярности электродами ОЗА-2 аргонно-дуговым способом. Детали, соединенные аргонно-дуговой сваркой, обладают большой прочностью.
Источником сварочного тока при сварке являются сварочные генераторы постоянного тока. На выходном щитке генератора имеются клеммы плюс (+) и минус (—).
Важное значение имеет порядок подсоединения проводов, идущих от источника тока до детали и электрода.
Если зажим «минус» (—) сварочного генератора присоединяется к электроду, то полярность считается прямой, а если он соединяется с деталью, то полярность считается обратной.
При прямой полярности больше разогревается и плавится деталь и меньше электрод. Обратная полярность применяется при наплавке деталей (так как надо сильнее разогреть и расплавить электрод), при сварке чугуна холодным способом (для уменьшения нагрева детали), при сварке и наплавке деталей, изготовленных из сплава алюминия.
Сущность способа восстановления деталей металлами
Восстановить деталь возможно за счет нанесения на ее поверхность металла, снятия металла с детали или постановки на нее дополнительной ремонтной детали. Восстановление поверхности производится следующими способами: наплавкой (электрической, газовой, плазменной), гальваническими (электролитическими) покрытиями, металлизацией, металлированием, плазменным напылением.
При наплавке и гальванических покрытиях нанесенный металл соединяется с поверхностным слоем детали за счет атомных связей.
При металлизации, металлировании и плазменном напылении нанесенный слой металла удерживается на поверхности металла за счет адгезионных связей (прилипания).
Нанесенный слой металла на деталь для увеличения твердости и износостойкости может дополнительно обрабатываться лучом лазера.
При нанесении металла на поверхность детали восстанавливаются ее первоначальный размер и геометрическая форма детали.
Восстановление за счет металла самой детали под ремонтный размер производится механической обработкой путем снятия металла с детали, пластическим деформированием или электромеханической обработкой путем перераспределения металла на поверхности детали. Эти способы позволяют восстанавливать геометрическую форму и посадочные размеры деталей.
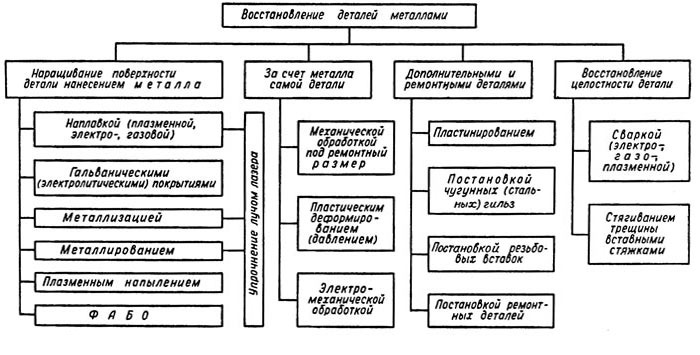
Рис. 15. Классификация способов восстановления деталей металлами
Восстановление деталей дополнительными ремонтными деталями возможно производить установкой чугунных или стальных гильз и ввертышей, восстановление рабочей поверхности деталей — постановкой в деталь новых стальных пластин.
Классификация способов восстановления деталей металлами представлена на рис. 15.
Финишная антифрикционная безабразивная обработка (ФАБО)
В настоящее время для повышения износостойкости поверхности деталей получил распространение способ нанесения на них тонкого антифрикционного слоя металла только за счет трения наносимого металла о деталь. Такая обработка получила название финишной антифрикционной безабразивной обработки деталей (ФАБО).
Сущность способа ФАБО состоит в том, что в активизирующем растворе на рабочую поверхность детали наносится тонкий слой цветного металла за счет трения о деталь стержня, изготовленного из бронзы, латуни или меди.
Толщина покрытия слоя цветного металла составляет 25 мкм.
Режимы финишной антифрикционной безабразивной обработки деталей представлены в табл. 7.
Технологический процесс нанесения покрытий в результате механического трения включает следующие операции: механическую обработку рабочей поверхности; обезжиривание детали; удаление окисной пленки с рабочей поверхности детали; обработку поверхности детали активизирующим раствором; финишную антифрикционную обработку рабочей поверхности детали; промывку теплой водой, сушку.
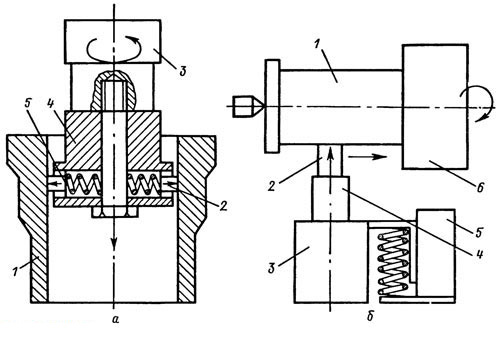
Рис. 28. Схема финишной антифрикционной безабразивной обработки цилиндрических поверхностей деталей:
а — внутренних; б — наружных; 1 — деталь; 2 — инструмент (наносимый цветной металл) 3 — электромотор; 4 — шпиндель; 5 — прижимное устройство инструмента к детали; 6 — патрон станка
7. Режимы финишной антифрикционной безабразивной обработки (ФАБО)
| Материал детали | Состав активизирующего раствора | Число проходов | Скорость скольжения прутка, м/с |
| Сталь | Глицерин технический — 2 м.ч.; водный раствор хлористого цинка — 1 м.ч. | 1—2 | 0,15—0,2 |
| Чугун | Глицерин технический — 1 м.ч.; 10%-й раствор соляной кислоты НСl — 3 м.ч. | 2—3 | 0,1-0,2 |
Режим обработки
| Материал детали | Давление прутка, МПа | Продольная подача, мм/об | Частота вращения прутка, мин | Диаметр прутка, мм | Толщина покрытия, мкм |
| Сталь | 0,60—0,80 | 0,1—0,15 | 200—250 | 4—8 | 2—5 |
| Чугун | 0,60—0,80 | 0,1—0,2 | 200—250 | 4—6 | 3—5 |
Схема финишной антифрикционной безабразивной обработки деталей показана на рис. 28.
Финишная антифрикционная безабразивная обработка деталей повышает износостойкость рабочей поверхности детали в 2 раза.
Хромирование
Схема электролитического восстановления деталей хромированием показана на рис. 23.
При хромировании деталь является катодом, а в качестве анодов применяются нерастворимые свинцовые пластины (полукольца).
В авторемонтном производстве для хромирования применяются ванны с универсальным электролитом.
В состав универсального электролита для хромирования входят хромовый ангидрид Cr2О3 (250 г/л) и серная кислота H2SO4 (2,5 г/л).
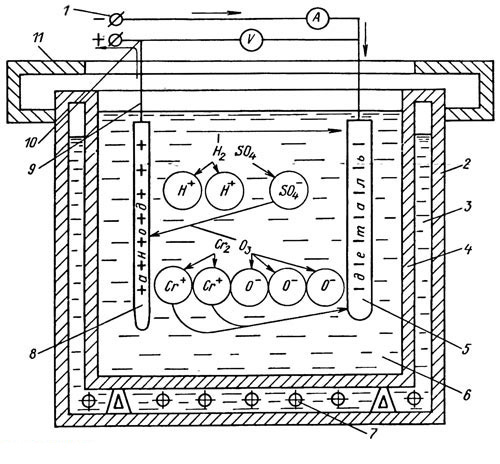
Рис. 23. Схема электролитического восстановления деталей хромированием:
1 — электрическая шина катода; 2 — наружная стенка ванны; 3 — вода для подогрева электролита в ванне; 4 — внутренняя стенка ванны; 5 — катод [деталь (—)]; 6 — электролит; 7 — электроподогреватель; 8 — анод [свинцовая пластина (+)]; 9 — подвеска детали; 10 — электрическая шина анода (+); 22 — крышка ванны
Соотношение 250:2,5, равное 100, обеспечивает постоянство концентрации ионов. Это соотношение поддерживается автоматически при введении в электролиты вместо серной кислоты сернокислого стронция SrSO4 и кремнефтористого калия K2SiF6 в количестве, превышающем их растворимость. Такой электролит называется саморегулирующим, так как автоматически поддерживается постоянство концентрации ионов SO^2-^4 и SiF^2-^6.
Хромированием восстанавливается большое число разнообразных, особенно малогабаритных, деталей с небольшим износом, клапаны и толкатели, шкворни, шейки валов под подшипники и т. д.
Технологический процесс восстановления деталей хромированием включает следующие операции:
- механическую обработку поверхности детали до получения необходимой геометрической формы;
- промывку деталей в органических растворителях (бензине, трихлорэтане и др.);
- монтаж детали на подвеску таким образом, чтобы детали прочно удерживались на ней и одинаково находились от поверхности анода;
- электролитическое обезжиривание в растворе следующего состава: едкий натр NaOH—30—50 г/л; кальцинированная сода Na2CO3 — 25—30 г/л; жидкое стекло Na2SiO3—10—20 г/л; температура электролита 60…70 °С; плотность электрического тока 5—6*102 А/см2; время выдержки на катоде 2—3 мин, на аноде — 1—2 мин;
- промывку в горячей воде (60…80°С);
- промывку в холодной воде;
- загрузку деталей в ванну для хромирования.
Общий вид установки для электролитического осаждения металла представлен на рис. 24.
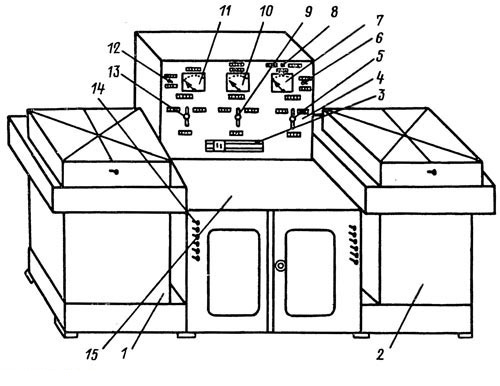
Рис. 24. Установка для электролитического осаждения металлов ОГ-1349А:
1, 2 — ванны с электролитом; 3 — реостат; 4 — пульт управления; 5, 13 — пакетный переключатель изменения полярности; 6, 12 — включатели электроподогрева ванн; 7, 11 — амперметры; 8 — переключатель амперметра с 200 на 20 А; 9 — пакетный включатель установки в цепь электрического тока от выпрямителя; 10 —вольтметр; 14 — включатели магазина сопротивлений; 15 — стол установки
Декапирование — снятие с детали тончайшей окисной пленки в течение 30—90 с при плотности тока (2,5—4,0) 102 А/см2 путем пропускания тока в обратном направлении процессу осаждения хрома.
Хромирование деталей производится согласно выбранному режиму. Твердость хромовых осадков зависит от плотности тока и температуры электролита. Для определения плотности тока и температуры электролита пользуются графиком, представленным на рис. 25. В соответствии с графиком задаются твердостью, видом осадка (серый, блестящий или молочный) и определяют плотность тока и температуру электролита.

Рис. 25. Диаграмма зависимости расположения зон различных хромовых осадков от температуры электролита в ванне и плотности тока:
1 — кривые, ограничивающие зону образования блестящих осадков в ванне с универсальным электролитом; 2 — кривая, ограничивающая зону образования блестящих осадков в ванне с саморегулирующимся электролитом; 3 — зона образования износостойких осадков (цифры в кружочках показывают микротвердость осажденного хромового покрытия)
По плотности тока определяется его сила, необходимая для электролиза. Она устанавливается с помощью реостатов гальванической установки, показанной на рис. 24, и контролируется по показаниям амперметра. Температура достигается путем включения электрического подогревателя ванны. Величина хромового осадка зависит от времени осаждения хрома.
После окончания хромирования детали извлекаются из ванны, промываются в проточной воде, демонтируются с подвесок и подвергаются термической и механической обработкам.
Электролитическое осаждение металла
Электролитическое осаждение металла (электролитическое покрытие) получило широкое распространение на авторемонтных предприятиях при восстановлении деталей.
Электролитические покрытия можно разделить на износостойкие, защитные, защитно-декоративные и др. К износостойким покрытиям относятся хромирование и осталивание. К защитно-декоративным покрытиям относятся никелирование, цинкование. Поверхности деталей, не подлежащих цементации и азотированию, для их защиты подвергаются меднению.
Электрический ток в металлических проводниках — это поток электронов, передвигающихся от отрицательного полюса источника тока к положительному.
Дистиллированная вода электрический ток не проводит, так как в ней отсутствуют носители электрического тока — ионы. Чтобы через воду проходил электрический ток, необходимо в воде растворить соли металлов, которые позволяют получить ионы. Такой раствор называется электролитом.
Если в раствор электролита, представляющий собой раствор солей металла в воде, опустить два электрода и соединить с концами электрических проводов, то один из электродов будет заряжен отрицательно, второй — положительно, как показано на рис. 22.
Ионы, находящиеся в водном растворе солей металлов, притягиваются к электродам и передвигаются по двум противоположным направлениям: положительные ионы движутся к отрицательно заряженному электроду-катоду, а отрицательные — к- положительно заряженному электроду-аноду. Достигая катода, положительные ионы получают от него недостающие электроны, становятся нейтральными атомами и осаждаются на поверхности катода. Одновременно с этим отрицательные ионы отдают свои «лишние» электроны, тоже переходя в нейтральные атомы или остатки молекул.
После отдачи электрического заряда ионы переходят в атомы. Эти атомы входят в атомные связи с металлами катода и плотным слоем осаждаются на нем. Это свойство электролитического осаждения металла и используется при восстановлении деталей металлами.
Электролитическое осаждение металлов основывается на законах Фарадея.
Количество выделившегося при электролизе вещества определяется по формуле
G = Elt,
где G — количество вещества, выделяющегося при электролизе, г; Е — электрохимический эквивалент, г/(А*ч); l — сила тока, А; t — время электролиза, ч.
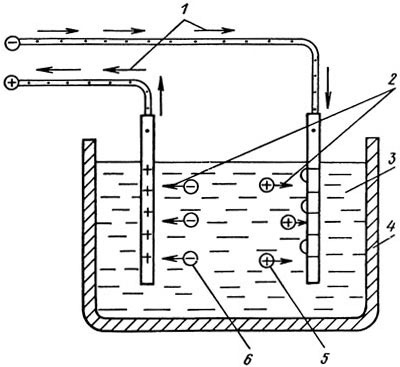
Рис. 22. Схема прохождения электрического тока через раствор электролита:
1 — направление движения электронов по проводнику; 2 — направление движения ионов в растворе электролита; 3 — электролит; 4 — ванна с электролитом; 5 — положительно заряженные ионы; 6 — отрицательно заряженные ионы
Электрический эквивалент г/(А*ч) определяется из зависимости
где а — относительная атомная масса осаждаемого металла; 26,8 — постоянная Фарадея (количество электричества, потребное для выделения одного грамм-эквивалента вещества); в — валентность осаждаемого металла.
Отношение практически осажденного металла к теоретически возможному, выраженное в процентах, называется выходом потоку (или КПД процесса) и определяется по формуле
где М2 — масса образца после нанесения слоя, г; М1 — масса образца до нанесения слоя, г.
Потребная толщина слоя покрытия (мм) для круглой детали на 1/2 d определяется из зависимости
где d — диаметр детали после восстановления в соответствии с требованиями ТУ, мм; dH — диаметр детали перед восстановлением, мм; 6 — припуск на механическую обработку (на диаметр) после покрытия.
Продолжительность ведения процесса t при заданной толщине покрытия определяется по формуле
где у — плотность металлического покрытия, г/см3; Е — электрохимический эквивалент; n — КПД процесса электролиза; DK — плотность электрического тока, А/м2.
Электролитическое осаждение металла на поверхность деталей может производиться в ваннах, в проточном электролите, в колоколе, электронатиранием.
