Конструктивные особенности и возможные неисправности в головках цилиндров — КамАЗ
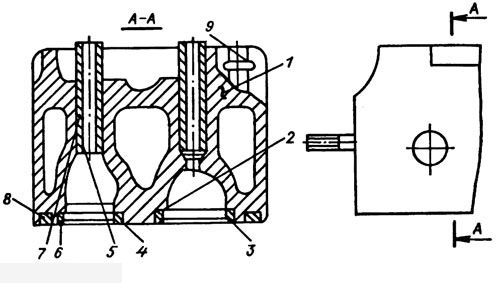
Головки цилиндров блока двигателя КамАЗ-740 в отличие от двигателя ЯМЗ-238 изготовлены отдельно на каждый цилиндр из алюминиевого сплава Аl-4. На каждом двигателе имеются головки цилиндров — 8 шт. Их водяные ашки имеют технологические заглушки. Внутренняя полость водяной ашки сообщается с водяной ашкой блока с помощью трех перепускных отверстий.
Характерными неисправностями головок цилиндров блока при поступлении в капитальный ремонт являются:
- кавитационный износ отверстий, через которые проходит охлаждающая жидкость, при этом их диаметр может увеличиться в 2—2,5 раза;
- этому дефекту подвержены 80 % головок цилиндров от общего количества поступающих в ремонт;
- выпадение заглушек водяной ашки головок цилиндров;
- обрыв шпилек крепления форсунок и стоек коромысел.
Технические условия на контроль, сортировку и восстановление головок цилиндров и их крышек
Дефектация головок цилиндров, их восстановление и контроль после восстановления осуществляются в соответствии с требованиями технических условий.
Технические условия на контроль, сортировку и восстановление головок цилиндров представлены в табл. 18.
Деталь № 740. 1003014
Материал: сплав алюминия Аl-4
Твердость: НВ 70
18. Технические условия на контроль, сортировку и восстановление головок цилиндров
|
Номер позиции на рисунке |
Возможные дефекты |
Способ установления дефекта и средства контроля |
Размер, мм |
Рекомендации по устранению дефектов |
|
|
по рабочему чертежу |
допустимый без ремонта |
||||
|
1 |
Трещины, захватывающие каналы и внутренние полости головки цилиндров |
Испытание на герметичность под давлением воздуха |
— |
— |
Браковать |
|
Трещины, не захватывающие каналы и внутренние полости головок цилиндров |
Заварить в среде аргона |
||||
|
2 |
Разрушение посадочных гнезд под седла клапанов и перемычек |
— |
— |
— |
Заварить гнезда в среде аргона, после чего расточить под номинальный размер |
|
3 |
Ослабление посадки седла впускного клапана в гнезде в результате его износа |
Проверка постукиванием медным молотком |
— |
— |
Заварить в среде аргона |
|
Размер гнезда под седло: |
Пробки размером, мм: |
Гнездо расточить под ремонтный размер; поставить седло ремонтного размера; обработать под ремонтный размер |
|||
|
номинальный |
55,03 |
55^+0,03 |
— |
||
|
I ремонтный |
55,23 |
55,2^+0,03 |
— |
||
|
II ремонтный |
55,43 |
55,4^+0,03 |
— |
||
|
4 |
Ослабление посадки седла выпускного клапана в гнезде в результате его износа |
— |
— |
— |
Поставить седло ремонтного размера |
|
Размер гнезда под седло: |
Пробки размером, мм |
||||
|
номинальный |
52,03 |
52,2^+0,03 |
— |
||
|
I ремонтный |
52,23 |
52,4^+0,03 |
— |
||
|
II ремонтный |
52,43 |
52,4^+0,03 |
— |
||
|
5 |
Ослабление посадки направляющих втулок клапанов в результате износа отверстий под втулки |
Легкое постукивание медным молотком |
— |
— |
Заменить втулки |
|
Размер отверстий под втулки: |
Обработать под ремонтный размер |
||||
|
номинальный |
18,02 |
18^+0,019 |
18,02 |
||
|
ремонтный |
18,02 |
18,2^+0,023 |
18,22 |
||
|
6 |
Износ, риски, раковины на рабочей фаске седел клапанов |
Осмотр; калибр с углом конуса 30°; малый диаметр конуса — 48 мм |
Произвести притирку клапанов |
||
|
7 |
Износ отверстий в направляющих втулках клапанов |
— |
— |
— |
Расточить под ремонтный размер |
|
Размер отверстий: |
Пробки размером, мм: |
||||
|
номинальный |
10,03 |
10^—0,022 |
10,03 |
||
|
ремонтный |
10,23 |
10,2^+0,027 |
10,23 |
||
|
8 |
Прогорание или механическое повреждение кольца уплотнительного газового стыка |
Осмотр |
— |
— |
Заменить кольцо |
|
9 |
Кавитационный износ 3 отверстий для прохода охлаждающей жидкости «Тосол» |
— |
— |
— |
Расточить отверстия и вставить латунные втулки |
Технические условия на контроль, сортировку и восстановление крышек головок цилиндров
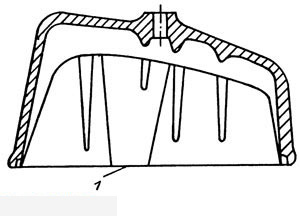
Крышки головок цилиндров могут иметь следующие неисправности: трещины, обломы и коробление плоскости прилегания к головке цилиндров.
Крышки, имеющие трещины и обломы, выбраковываются. Коробление плоскости прилегания к головке цилиндра устраняется шлифовкой на плоскошлифовальном станке.
Технические условия на контроль, сортировку и восстановление крышек головок цилиндров представлены в табл. 19.
Деталь № 740.1003264
Материал: алюминиевый сплав Al-4
Твердость: HB 69
19. Технические условия на контроль, сортировку и восстановление крышек головок цилиндров
|
Номер позиции на рисунке |
Возможные дефекты |
Способ установления дефектов и средства контроля |
Размер, мм |
Рекомендации по устранению дефектов |
|
|
по рабочему чертежу |
допустимый без ремонта |
||||
| — |
Обломы |
Осмотр |
— | — |
Бра ковать, заварить электродуговым способом в среде аргона |
| 1 |
Коробление плоскости прилегания к головке цилиндров |
Плита поверочная, щуп |
Неплоскостность 0,1 мм |
— |
Шлифовать до устранения дефекта |
Технология восстановления головок цилиндров
Восстановление головок цилиндров производится следующим образом. Изношенная внутренняя цилиндрическая поверхность для прохода охлаждающей жидкости рассверливается на сверлильном станке. На токарном станке изготавливаются из бронзового прутка втулки. Внутренний диаметр отверстия рассверливается до номинального размера. Наружный диаметр втулки должен быть больше диаметра рассверленного отверстия в головке цилиндра на величину натяга при ее запрессовке (0,06—0,12 мм). Изготовленные втулки запрессовываются в рассверленные отверстия.
Выпавшие заглушки водяной ашки головки цилиндра заменяются новыми. На внутреннюю поверхность заглушки наносится слой клеевой композиции и после этого заглушки запрессовываются в отверстия водяной ашки головки цилиндра.
Оборванные шпильки из головок цилиндров извлекаются и вместо них ввертываются вновь изготовленные.
После восстановления в головках цилиндров испытываются:
- водяная магистраль под давлением 0,3 МПа; в соответствии с требованиями технических условий утечка воздуха допускается не более 15 м3/мин;
- масляная полость под давлением 0,6 МПа; в соответствии с требованиями технических условий утечка воздуха допускается не более 8 см3/мин.

