Для окраски кабин автомобилей применяют следующие виды краски: нитроцеллюлозные, пентафталевые, глифталевые и меламиноалкидные.
Кабины окрашивают методами воздушного и безвоздушного распыления, а также распылением в электрическом поле.
Безвоздушное распыление лакокрасочных материалов заключается в том, что краска подается в распылитель под большим давлением.
Окрашивание кабин в электрическом поле основано на физическом явлении переноса заряженных частиц (в данном случае лакокрасочных материалов) из распылителя на поверхность кабины, находящейся под положительным напряжением.
Лакокрасочное покрытие, нанесенное на поверхность кабины, показано на рис. 123.
Сушку лакокрасочного покрытия можно осуществлять естественным и искусственным способами.
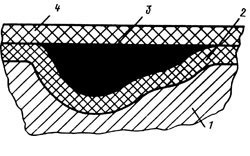
Рис. 123. Лакокрасочное покрытие, нанесенное на поверхность кабины:
1 — металл кабины; 2 — слой грунта; 3 — зашпатлеванные неровные места; 4 — слой краски
Естественная сушка происходит в помещении малярного цеха при температуре 18…23°С и относительной влажности не более 70 %. Естественная сушка длится довольно долго, непроизводительно увеличивая общий цикл ремонта кабины. Поэтому такой способ невыгоден. Чтобы создать условия, при которых окрашенные поверхности кабины подвергались бы постоянному воздействию повышенных температур при интенсивном движении воздуха, применяют искусственную сушку в специальных камерах или установках. Предельные температуры сушки для масляных красок и лаков равны 110…120°С, для глифталевых лаков и эмалей 170…180 °С. Существуют следующие способы искусственной сушки: конвекционный, терморадиационный и индукционный.
Конвекционный способ сушки окрашенной поверхности осуществляется обдуванием ее горячим воздухом в сушильных камерах, оснащенных тепловентиляционными приборами.
Терморадиационная сушка основана на поглощении окрашенной поверхностью кабины инфракрасных лучей. Проникая через слой лакокрасочного покрытия, инфракрасные лучи с длиной волны от 3,5 до 5,0 мкм достигают металлической поверхности кабины и нагревают ее вследствие перехода лучистой энергии в тепловую.
При индукционном способе деталь помещается в индуктор и нагревается за счет вихревых токов, которые нагревают ее. При последних двух способах сушка производится от нижних слоев к верхним, что способствует лучшему улетучиванию растворителя. Кроме того, действие термического эффекта вызывает ускоренный процесс окисления, который протекает по всей толщине покрытия равномерно, а также процесс полимеризации, начинающийся с нижележащих слоев.

