Жесткость подвески регулируют в зависимости от веса водителя закручиванием торсиона. Регулировку следует производить сидя на сиденье. Рукоятку 2 (см. рис. 142) механизма регулировки нужно повернуть так, чтобы был виден знак «+» (если требуется увеличить жесткость) или «—» (для уменьшения жесткости). После этого, перемещая рукоятку вверх-вниз, надо добиться необходимой жесткости сиденья. Правильная регулировка торсиона соответствует такому ^положению указателя 6, при котором его конец выступает за кромку левой боковины на 2—3 мм.
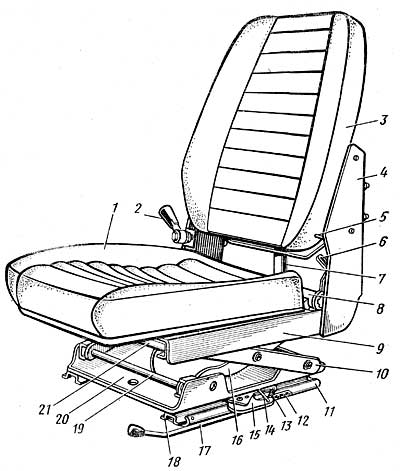
Рис. 142. Сиденье водителя;
1 — подушка; 2 — рукоятка регулировки торсиона; 3 — спинка; 4 — боковина сиденья; 5 — рычаг гребенки; 6 — указатель регулировки жесткости подвески; 7 — амортизатор; 8 — труба торсиона; 9 — остов сиденья; 10 и 16 — рычаги подвески; 11 — нижние направляющие; 12 — гребенка; 13 — возвратная пружина; 14 — тяга; 15 — стопор; 17 — ручка стопора; 18 — верхние направляющие; 19 и 21 — поперечины рычагов; 20 — основание.
Для перемещения сиденья необходимо ручку 17 стопора передвинуть к сиденью. При этом стопор выходит из соответствующего паза гребенки 12 и освобождает сиденье. После отпускания ручки под действием возвратной пружины 13 стопор зайдет в следующий паз гребенки и зафиксирует сиденье в новом положении. Ход сиденья равен 135 мм.
Наклон спинки сиденья изменяют с помощью механизма регулировки угла наклона. Спинка может занимать три фиксированных положения с отклонением от вертикали на угол 9—19°. Положения спинки фиксируют язычки кронштейнов, которые входят в пазы гребенок, расположенных на обеих боковинах спинки. Для освобождения язычков кронштейнов необходимо нажать рукой на рычаг 5 гребенки и опустить его вниз.
Регулировка механизма опрокидывания кабины
Угол закручивания торсиона следует регулировать, если слишком велико усилие, необходимое для опрокидывания или опускания кабины. Для изменения усилия следует соответственно или увеличить, или уменьшить угол закручивания торсионов. Усилие, требуемое для опрокидывания кабины, со временем возрастает, так как накапливается остаточная деформация в торсионах.
Торсионы при транспортном положении кабины закручены на угол 53°. Шлицевое соединение рычагов с торсионами позволяет регулировать угол их закручивания. При перестановке рычага торсиона на один зуб угол закручивания торсиона изменяется на 7° 30′.
Кроме того, угол закручивания можно регулировать перестановкой оси 9 (см. рис. 137) опоры 8 рычага торсиона. Опора рычага торсиона имеет два отверстия, и при перестановке оси со втулкой из одного отверстия в другое угол закручивания торсиона меняется на 3°45′.

Рис. 137. Передние шарнирные опоры:
1 — нижний кронштейн; 2 — стяжной болт; 3 — замочная шайба; 4 — палец; 5 — верхний кронштейн; 6 — передняя балка пола; 7 — рычаг торсиона, 8 — опора рычага торсиона; 9 — ось; 10 — задняя балка полка; 11 — первая поперечина рамы; 12 — торсион.
При установке рычагов (с новыми торсионами) метки на торцах торсионов и рычагов должны совпадать.
Для лучшего уравновешивания трехместной кабины рекомендуется, чтобы оси в опорах рычагов торсионов были установлены в нижние отверстия, а для уравновешивания кабины со спальным местом — в верхних отверстиях, но метки на рычагах торсионов в этом случае должны быть смещены (в сторону закручивания) на один шлиц относительно меток на торцах торсионов.
Для регулировки угла закручивания торсионов необходимо опрокинуть кабину на 60°, освободив торсионы от нагрузки. При регулировке угла перестановкой осей опор торсионов нужно для увеличения угла переставить оси опор рычагов торсионов из верхних отверстий в нижние, а для уменьшения угла сделать наоборот.
В случае регулировки угла закручивания перестановкой рычагов торсионов необходимо предварительно ослабить гайки стяжных болтов и переставить рычаги на требуемое количество шлицев (для увеличения угла закручивания — вниз). При этом оба рычага должны смещаться на одинаковое число шлицев относительно меток. После перестановки рычагов следует затянуть гайки стяжных болтов.
Металлические рукава являются универсальным соединением, используемых практически во всех областях промышленности. Среди всех разновидностей наиболее часто применяют металлорукав под приварку. Здесь можно озакомиться с каталогом на сайте производителя.

