Восстановление герметичности клапанов МАЗ
Для восстановления герметичности клапанов снять головку (или головки) цилиндров, очистить от масла и нагара, а затем нанести метки на тарелках клапанов, чтобы при сборке обязательно установить их на свои седла.
Для снятия клапанов следует, пользуясь приспособлением (рис. 21), сжать пружины, вынуть сухари, и освободив пружины, снять их. Клапаны и седла клапанов тщательно очистить от нагара, промыть в керосине, а затем внимательно осмотреть для определения степени ремонта.
В случае незначительных износов и мелких раковин на фаске клапана и седла при отсутствии коробления тарелки клапана и прогаров герметичность клапана может быть восстановлена притиркой пастой, состоящей из сметанообразной смеси микропорошка М20 или М14 по ГОСТ 3647—59 с дизельным маслом. Перед употреблением Притирочную смесь тщательно перемешивают, так как микропорошок способен осаждаться.
Процесс притирки состоит из возвратно-вращательного движения клапана при помощи специальной притирочной дрели, автоматически изменяющей направление вращения. При отсутствии специальной дрели можно пользоваться обычной ручной дрелью. Во всех случаях связь приспособления для проворачивания клапана с тарелкой клапана осуществляется с помощью резинового присоса.
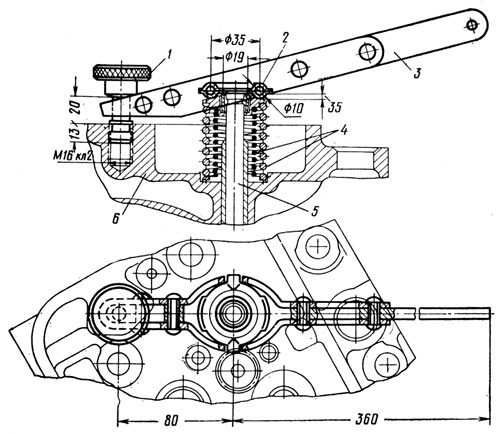
Рис. 21. Приспособление для снятия и установки клапанов двигателя:
1 — упорный винт; 2 — нажимная тарелка; 3 — рукоятка; 4 — пружины клапана; 5 — клапан; 6 — головка цилиндра
Для притирки нанести на фаску тонкий, равномерный слой пасты, смазать стержень клапана чистым дизельным маслом и поставить его на место. Если притирка ведется ручной дрелью, то следует, слегка нажимая, провернуть клапан на 1/3 оборота, затем в обратном направлении на 1/4 оборота и т. д. Нельзя делать притирку круговыми движениями. Клапан необходимо периодически поднимать для нанесения на фаску клапана новой порции притирочной пасты.
Внешним признаком удовлетворительной притирки является получение на фасках клапана и седла непрерывного матового пояска шириной не менее 1,5 мм. Разрыв матовой полоски и наличие рисок на ней не допускаются.
После окончания притирки клапаны и седла промыть керосином и насухо вытереть. Установив клапаны и пружины на свои места, проверить герметичность клапанов. Для этого во впускные и выпускные окна залить керосин и выдержать в течение 3 мин. В течение этого времени течь или просачивание керосина при повороте клапана на любой угол не допускается.
Проверить качество притирки можно и с помощью карандаша. Для этого поперек фаски мягким графитовым карандашом нанести через равные промежутки 10—15 черточек. Осторожно вставив клапан в седло, сильно нажимать на него и одновременно поворачивать на 1/4 оборота. После этого все черточки на фаске должны быть стерты. При неудовлетворительных результатах проверки притирку клапана повторить.
Если герметичность клапана не удается обеспечить притиркой или одной притирки недостаточно (следы прорыва газов, углубления на рабочих фасках и т. д.), то прошлифовать седла и клапаны, а затем повторить притирку. Для шлифовки седел клапанов применяют шлифовальное устройство или электродрель, имеющую необходимый шлифовальный круг и оправку. Центровка шлифовального круга в данном случае осуществляется хвостовиком оправки, входящей в направляющую втулку клапана.
Если направляющие втулки клапанов необходимо заменить, то седла шлифуют только после замены втулок.
Замена клапанов МАЗ
Клапан заменяют при наличии трещин, прогара, облома или следов деформации тарелки клапана. Замене подлежат также впускные клапаны, имеющие диаметр стержня менее 11,85 мм, и выпускные — менее 11,8 мм.
Замена направляющей втулки клапана МАЗ
Втулка подлежит замене при ослаблении посадки ее в отверстии головки цилиндров или износе отверстия под клапан более допустимого. Максимально допустимый износ диаметра отверстия — 12,1 мм.
Номинальный зазор между впускным клапаном и направляющей втулкой — 0,030 — 0,074 мм, а максимально допустимый — 0,15 мм. Соответственно зазор для выпускного клапана: номинальный — 0,070 — 0,114 мм, максимально допустимый — 0,2 мм.
Новую направляющую втулку перед запрессовкой пропитать веретенным маслом в течение 2 ч при температуре масла 85—95°С.
После запрессовки втулки развернуть внутренний ее диаметр под размер 12+^0.019 с последующей шлифовкой или фрезерованием седла клапана.
При обработке седла должна быть обеспечена концентричность поверхности фаски и отверстия в направляющей втулке. Допускается биение не более 0,03 мм. Из тела головки цилиндров втулка должна выступать на 3±0,5 мм.
Замена пружин клапанов МАЗ
Герметичность клапанов может нарушиться при поломке или ослаблении пружин клапанов.
Если усадка пружин под нагрузкой больше указанных ниже величин, то их следует заменить.
Для замены пружин клапанов снять крышку головки цилиндров, установить поршень цилиндра в положение верхней мертвой точки, отвернуть болты крепления оси коромысла и снять ее; с помощью приспособления (см. рис. 21) снять пружины клапана.
Установку пружины на место выполняют в обратном порядке. После сборки проверить тепловой зазор в клапанном механизме.
|
Наружная пружина |
Внутренняя пружина |
|
| Нагрузка, Кг |
22 41 |
11 22 |
|
Усадка, мм |
56 42 |
50 37 |
Ремонт клапанных седел МАЗ
Выработку, риски или раковины на рабочей поверхности седла впускного клапана устраняют фрезерованием. После фрезерования биение поверхности фаски седла относительно отверстия в направляющей втулке не должно превышать 0,03 мм, а ширина рабочей фаски седла впускного клапана должна быть 2,0 — 2,5 мм.
Фаски (рис. 22, а) впускного клапана обрабатывают в следующей последовательности. Профрезеровать рабочую фаску зенкером под углом 120° до получения чистой, ровной поверхности, затем профрезеровать нижнюю кромку рабочей фаски зенкером под углом 150°, выдерживая диаметр рабочей фаски в пределах 59,4±0,7 мм, после чего профрезеровать верхнюю кромку фаски зенкером под углом 60° до получения ширины рабочей фаски 2,0 — 2,5 мм.
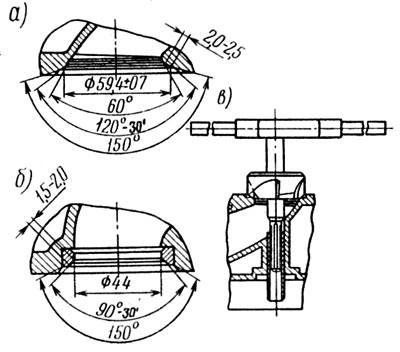
Рис. 22. Седла клапанов и установка инструмента при их обработке:
а — седло впускного клапана; б — седло выпускного клапана; в — установка зенкера при обработке седла впускного клапана
Риски и незначительную выработку на седлах выпускных клапанов устраняют шлифованием седел с последующей притиркой клапанов.
При прогаре, трещинах, раковинах и других повреждениях седла выпускного клапана, не устраняемых шлифованием, седло необходимо заменить. Старое седло удаляют остро заточенным зубилом. При установке нового седла головку цилиндра нагреть в ванне с водой до температуры 100°С.
Фаски (см. рис. 22, б) нового седла обработать, выдерживая ширину рабочего пояска в пределах 1,5—2,0 мм, в следующем порядке. Сначала профрезеровать рабочую фаску зенкером с углом 90° до получения необходимой чистоты, а затем нижнюю кромку фаски зенкером с углом 150° до получения ширины рабочей фаски 1,5—2,0 мм. После обработки клапанных седел клапаны притереть к седлам. При правильных углах рабочих фасок клапанов и их седел матовый поясок на седле головки цилиндров шириной не менее 1,5 мм должен начинаться у основания большого конуса.
Замена вкладышей коренных и шатунных подшипников МАЗ
Коленчатые валы двигателей ЯМЗ-236 обладают высокой износостойкостью. После 80—100 тыс. км пробега рекомендуется профилактическая замена вкладышей, которая продлит срок службы коленчатого вала до перешлифовки. Для замены вкладышей коренных и шатунных подшипников двигатель рекомендуется снять с автомобиля. Вкладыши необходимо заменять в условиях, исключающих попадание грязи на подшипники и шейки коленчатого вала. Новые вкладыши должны иметь номинальные размеры.
Шатунные вкладыши менять по порядку, начиная с подшипника первого цилиндра. Снятые вкладыши тщательно осмотреть. При наличии повреждений, имеющих характер неестественного износа, определить их причину. Масляные каналы коленчатого вала очистить от загрязненного масла и отложений. Протереть шейку мягкой чистой ветошью и внимательно осмотреть ее. Шейка должна быть гладкой, без глубоких рисок, заусенцев и наволакивания металла.
Перед установкой подшипников на вал шейку вала и вкладыши смазывают дизельным маслом. Болты крепления шатунных подшипников затягивают с приложением момента 16—18 кГм.
Вкладыши коренных подшипников можно заменять при помощи штифта, не снимая коленчатый вал. Штифт представляет собой стальной стержень длиной 25 мм, диаметром 6 мм и с головкой диаметром 15 мм и высотой 3 мм. Для снятия верхнего вкладыша коренного подшипника штифт вставляют в отверстие масляного канала коренной шейки. Вращая коленчатый вал, выталкивают тем самым вкладыш. Для установки вкладыша в постель ее накладывают на шейку и усилием руки частично вводят в зазор между шейкой и постелью. Затем вставляют штифт в отверстие масляного канала и, проворачивая вал, устанавливают вкладыши на место. Болты крепления крышек коренных подшипников затягивают с приложением момента 30—32 кГм.
Для ремонта коленчатого вала (перешлифовки шеек) предусмотрены шесть ремонтных размеров вкладышей. Номер ремонтного размера, а также соответствующее ему уменьшение диаметра шейки коленчатого вала выбивают на наружной стороне вкладыша.
Вкладыши подшипников при перешлифовке шеек коленчатого вала должны иметь те же ремонтные размеры, под которые были перешлифованы шейки.
Замена деталей шатунно-поршневой группы МАЗ
Для снятия поршней и гильз с двигателя необходимо:
- установить автомобиль на осмотровую канавку и слить масло и охлаждающую жидкость из двигателя;
- снять головки цилиндров и поддон картера двигателя;
- отогнуть замковые шайбы и отвернуть болты крепления крышек нижних головок шатунов, убедиться в наличии меток спаренности на стыке со стороны длинного болта. При отсутствии меток, или если метки плохо просматриваются, их следует нанести вновь. Замена крышек или перестановка их с одного шатуна на другой не допускается;
- снять поршень в сборе с шатуном через цилиндр, а затем гильзы из блока цилиндров при помощи приспособления (рис. 17).
Для разборки комплекта поршень—шатун необходимо:
- снять кольца с поршня при помощи приспособления, ограничивающего расширение кольца обоймой с внутренним диаметром 142,5 мм (рис. 18);
- вынуть стопорные кольца поршневого пальца с помощью круглогубцев;
- вынуть поршневой палец, предварительно выдержав поршень в сборе с шатуном в масляной ванне в течение 10 мин при температуре масла 80°С.
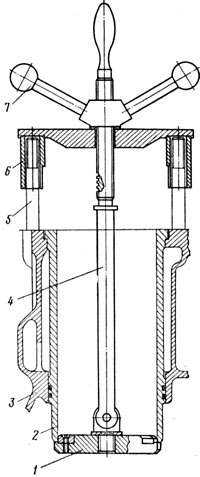
Рис. 17. Приспособление для извлечения гильзы из блока цилиндров:
1 — диск; 2 — гильза; 3 — блок цилиндров; 4 — винт; 5 — шпилька; 6 — втулка; 7 — рукоятка гайки

Рис. 18. Приспособление для снятия и установки поршневых колец:
1 — поршневое кольцо; 2 — губки приспособления; 3 — рукоятка
Замена поршневого пальца МАЗ
Поршневой палец заменяют при наличии грубых рисок, задиров, наволакивания металла, а также если наружный диаметр менее 49,93 мм, а овальность и конусность превышают 0,015 мм.
Замена поршневых колец МАЗ
Компрессионные кольца следует менять, если: канавки на наружной цилиндрической поверхности полностью или частично стерты; отсутствует хотя бы частично слой хромового покрытия верхнего кольца; зазор в стыке замка, установленного в гильзу или приспособление с внутренним диаметром 130+^0,010 мм, превышает 1,2 мм.
Маслосъемные кольца заменяют, если: стерта острая кромка; имеются задиры на внешней цилиндрической поверхности; зазор в стыке замка при установке кольца в приспособление с внутренним диаметром 130,00—130,01 мм превышает 1,2 мм.
Профилактическая замена первых компрессионных колец рекомендуется после 80—100 тыс. км пробега.
Замена поршней и гильз МАЗ
При своевременной замене поршневых колец поршень и гильза могут работать до 300 тыс. км.
Поршень подлежит замене, если на его боковой поверхности имеются задиры, выгорание на днище поршня, трещины в днище поршня или на перемычках канавок поршневых колец, а также если диаметр юбки поршня, замеренный в плоскости, перпендикулярной оси поршневого пальца на расстоянии 153 мм от днища поршня, менее 129,6 мм.
Торцовые зазоры между новыми поршневыми кольцами и канавками поршня не должны превышать следующих величин (рис. 19), мм;
Для замера торцовых зазоров поршни в сборе с новыми кольцами вставить в калиброванный цилиндр с внутренним диаметром 130,00 — 130,01 мм.
| Для верхнего копрессионного кольца (размер а) |
0,35 |
|
» второго и третьего компрессионных колец (размер б) |
0,30 |
|
» маслосъемных колец (размер в) |
0,25 |
Гильзу следует заменять, если имеются трещины и обломы, задиры внутренней поверхности, вмятины и забоины на опорном буртике, а также если внутренний диаметр гильзы превышает 130,3 мм, овальность превышает 0,08 мм, а конусность — 0,10 мм. Диаметры следует замерять в двух перпендикулярных плоскостях (28 мм от верхнего бурта).

Рис. 19. Схема проверки торцовых зазоров между кольцами и канавками поршня
Замена шатуна МАЗ
Шатун в сборе с крышкой не ремонтируют, а заменяют: при наличии трещин или обломков на шатуне и крышке; если диаметр отверстия под вкладыш превышает 93+^0,04 мм, если овальность и конусность более 0,012 мм, а также при повреждении резьбы под шатунный болт.
При ослаблении посадки втулки в верхней головке шатуна или износе отверстия под поршневой палец свыше 50,08 мм втулку выпрессовать и заменить новой. Новая втулка должна быть запрессована заподлицо с торцовыми поверхностями верхней головки шатуна и обработана в комплекте с шатуном под размер 50^+0,04^+0,03 мм.
Овальность и конусность отверстия допускаются не более 0,004 мм. Непараллельность осей отверстий нижней и верхней головок шатуна должна быть не более 0,03 мм на длине 100 мм.
Замена поршневого пальца. Поршневой палец заменяют при наличии грубых рисок, задиров, наволакивания металла, а также если наружный диаметр менее 49,93 мм, а овальность и конусность превышают 0,015 мм.
Замена штанг, коромысел и их осей МАЗ
Коромысло заменяют при обнаружении трещины или облома. При износе отверстия под ось коромысла до диаметра 25,15 мм заменяют только втулку. Кроме того, втулку заменяют при ослаблении ее посадки в коромысле. Посадку втулки проверяют легкими ударами медной выколотки.
Запрессованная новая втулка должна утопать в теле коромысла по 1 мм с обеих сторон. Необходимо следить, чтобы масляные отверстия во втулке и коромысле совпадали, а стык втулки находился в верхней части отверстия. После запрессовки втулку развернуть под размер 25 ^+0,030 ^+0,008 мм.
Ось коромысла бракуют при наличии трещины или облома. Допускается износ по диаметру до 25,00 мм.
Штанга толкателя не должна иметь задиров или выкрашивания цементированного слоя на рабочих поверхностях наконечников. Погнутость штанги проверяют с помощью индикатора на призмах. Если биение штанги превышает 0,5 мм, штангу необходимо править.
Установку деталей на место выполняют в обратном порядке. После сборки проверить тепловые зазоры и при необходимости отрегулировать их.
Сборка шатунно-поршневой группы
Подбор гильз и поршней МАЗ
Гильзы цилиндров по внутреннему диаметру и поршни по диаметру юбки для облегчения подбора разбивают на четыре размерные группы, обозначаемые клеймом А, АА, AAA, АААА на днище поршня и на верхнем торце гильз.
Поршни подбирают к гильзам цилиндров по одноименным размерным группам. Установка поршней и гильз не одной размерной группы может вызвать задиры на поверхности гильз или заклинивание поршня.
Поршни и шатуны подобранного комплекта тщательно протереть и обдуть сжатым воздухом. Втулку шатуна и поршневой палец перед сборкой поршня с шатуном смазать тонким слоем дизельного масла. Поршневой палец устанавливают в поршень после нагрева поршня в течение 10 мин в масляной ванне при температуре масла 80—100°С. При этом палец должен входить в отверстие бобышки поршня под усилием большого пальца руки. Запрессовка пальца в поршень не допускается.
При сборке поршня с шатуном поршень должен быть установлен так, чтобы смещение камеры сгорания было направлено в сторону длинного шатунного болта.
Подбор поршневых колец и установка их на поршень МАЗ
На каждый поршень подбирают три компрессионных и два маслосъемных кольца. При этом наружная цилиндрическая поверхность верхнего компрессионного кольца должна быть хромирована, второе кольцо должно иметь луженые канавки.
Компрессионные кольца устанавливают на поршень скосом на торце вверх (к днищу поршня). Тепловой зазор в замках поршневых колец, вставленных в гильзу цилиндра, должен составлять 0,45—0,65 мм. Просвет между стенкой гильзы и наружной поверхностью колец не допускается.
При величине теплового зазора менее 0,45 мм пропилить концы стыка, обеспечив при этом их параллельность в сжатом состоянии. Тепловой зазор в замках поршневых колец проверяют щупом; кольцо при этом должно находиться на расстоянии не менее 25 мм от верхней кромки гильзы.
Установку поршневых колец на поршень выполняют при помощи приспособления (см. рис. 18), ограничивающего расширение кольца обоймой с внутренним диаметром 142,5 мм. При этом замки смежных колец должны быть расположены относительно друг друга под углом 180°.
Установка шатунно-поршневой группы МАЗ
Перед установкой гильзы в блок цилиндров тщательно протереть посадочные поверхности в блоке и цилиндре, а уплотнительные кольца после установки в канавки гильзы смазать дизельным маслом.
Гильзу с уплотнительными кольцами устанавливают в блок цилиндров от усилия руки. Буртики гильз цилиндров должны выступать над плоскостью блока на 0,065—0,165 мм.
Перед установкой поршня с шатуном зеркало цилиндра тщательно протереть и смазать дизельным маслом. Кроме того, обильно смазать дизельным маслом и поршневые кольца по всей поверхности.
Поршень устанавливают в цилиндр так, чтобы камера сгорания была смещена внутрь двигателя, в сторону топливного насоса. Поршневые кольца должны быть обжаты обоймой, внутренний диаметр которой равен диаметру цилиндра (рис. 20).
При сборке шатунных подшипников необходимо проследить, чтобы клейма спаренности на шатуне и крышке были одинаковыми, а риски спаренности совпадали.
Болты крепления крышек шатунов затягивают моментом 16—18 кГм. Затяжку начинают с длинного болта и выполняют в два приема сначала половинным усилием, а затем полным. Замковые шайбы шатунных болтов устанавливают при каждой сборке новые, так как повторная отгибка усов замковых шайб не допускается.
После окончательной установки шатунно-поршневой группы коленчатый вал должен плавно, без заеданий, провертываться от руки рычагом длиной 550 мм за головку болта крепления шкива коленчатого вала.
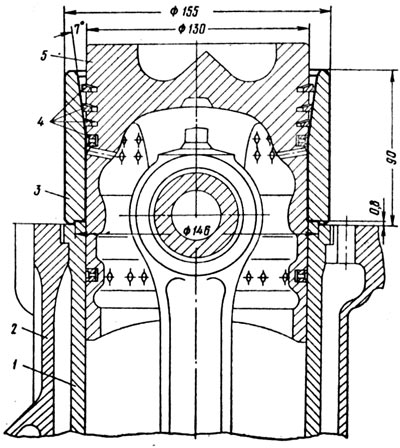
Рис. 20. Обойма для установки поршня в гильзу цилиндра:
1 — гильза цилиндра; 2 — блок; 3 — обойма; 4 — поршневые кольца; 5 — поршень
Снятие и установка головки цилиндров МАЗ
Для замены головки цилиндров или ее деталей, а также деталей цилиндро-поршневой группы, прокладки головки цилиндров, клапанов и седел клапанов головку цилиндров необходимо снять. Порядок снятия головки цилиндров следующий:
- слить из системы охлаждения двигателя охлаждающую жидкость;
- отсоединить все трубопроводы от головки цилиндров и защитить их внутренние полости от попадания пыли и грязи;
- снять крышку головки цилиндров, а затем форсунки, предохраняя распылитель от ударов и засорения отверстий;
- снять оси коромысел вместе с коромыслами и вынуть штанги;
- ослабить гайки крепления головки цилиндров, соблюдая туже последовательность, что и при затяжке (см. рис. 10), а затем отвернуть их (рис. 16);
- снять головку цилиндров с двигателя и проверить ее состояние;
- если необходимо, снять осторожно прокладку головки цилиндров, избегая ее повреждений. В случае необходимости заменить прокладку.
Головку цилиндров заменять при наличии трещин, проходящих через отверстия под направляющие втулки клапанов, отверстия под стаканы форсунок и гнезда под седла клапанов и трещин на стенках ашки охлаждения в местах, не доступных для ремонта.
Наличие трещин устанавливают внешним осмотром, а также при испытании головок цилиндров на герметичность водой под давлением 4 кГ/см2. Герметичность ашки охлаждения головки цилиндров можно проверить, подведя в нее сжатый воздух и погрузив головку в ванну с водой. Места течи будут видны по выходящим пузырькам воздуха.
Трещины в головках цилиндров можно заделать эпоксидными пастами или заварить. Если при испытании ашки охлаждения головки цилиндров на герметичность обнаружится нарушение уплотнения стакана форсунки, следует подтянуть гайку крепления стакана. Если при этом течь не устраняется, стакан снять и заменить уплотнительное кольцо и шайбу, а в случае необходимости и стакан. Гайку крепления стакана форсунки затягивают моментом 9—11 кГм.
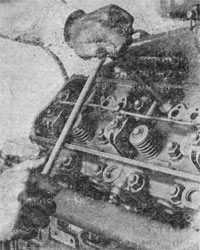
Рис. 16. Отвертывание гаек крепления головки цилиндров
Головку цилиндров устанавливают на двигатель в обратном порядке, при этом необходимо протереть чистой ветошью привалочные плоскости блока и головки цилиндров и обратить внимание на правильность установки прокладки головки цилиндров на штифты и окантовок прокладки на бурты гильз цилиндров.
